中频加热炉凭借 “深度热透能力 + 自动化适配性”,成为圆棒料(如碳钢、合金钢、不锈钢棒)加热处理的核心设备,尤其配合机床夹具实现自动推送料后,可无缝融入流水化生产线,兼顾加热均匀性与生产效率,完美满足批量热加工需求。

圆棒料的热加工(如热锻、热弯、热装配)需 “整体热透”(芯部与表面温差≤50℃),中频加热(频率 1-10kHz)在此展现独特优势:
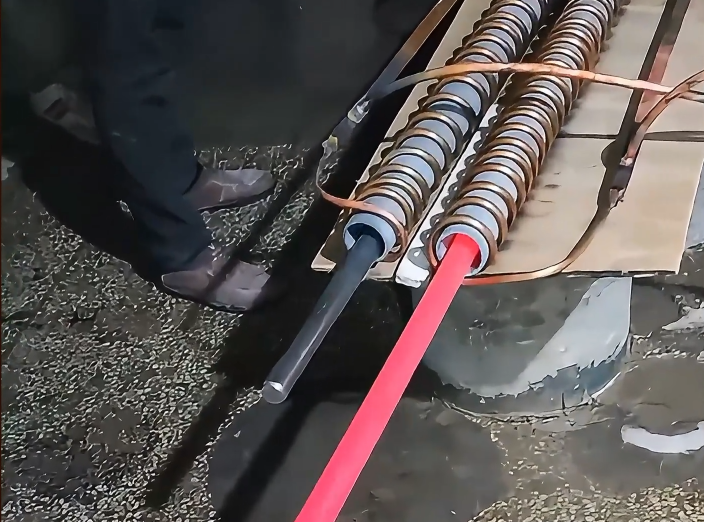
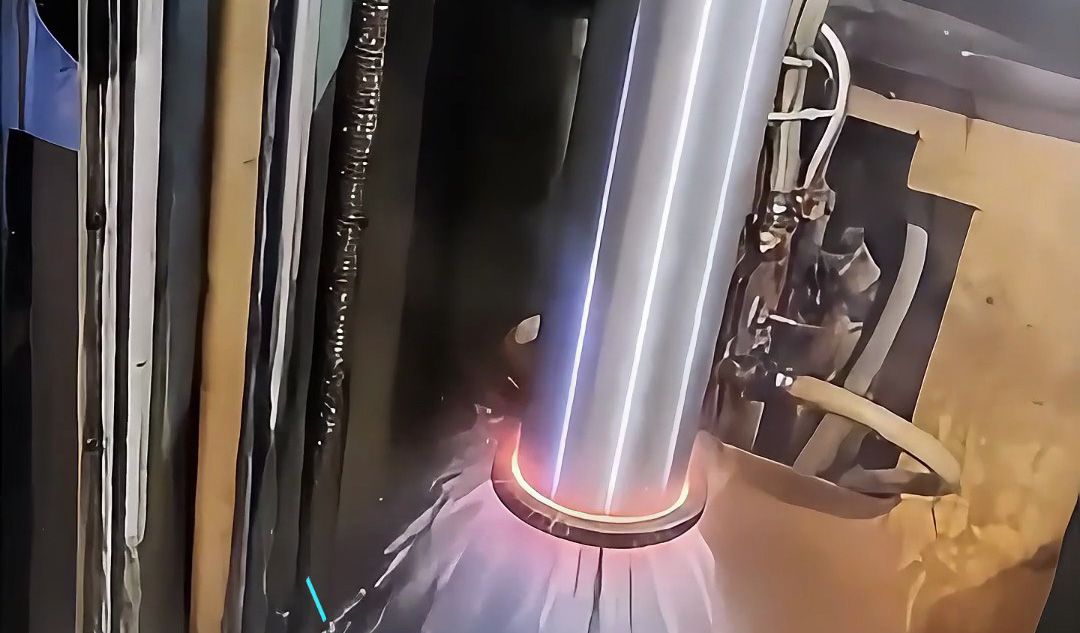
深度加热,实现全截面热透
中频电流的趋肤效应较弱(硬化层深),能量可穿透圆棒料截面(直径 50-300mm 均可),使芯部与表面同步升温。例如直径 100mm 的 45# 钢棒,中频加热至 1100℃(热锻温度)仅需 8-12 分钟,芯表温差≤30℃,避免传统高频加热 “表面过热、芯部未透” 的问题。
温度均匀,保障热加工质量
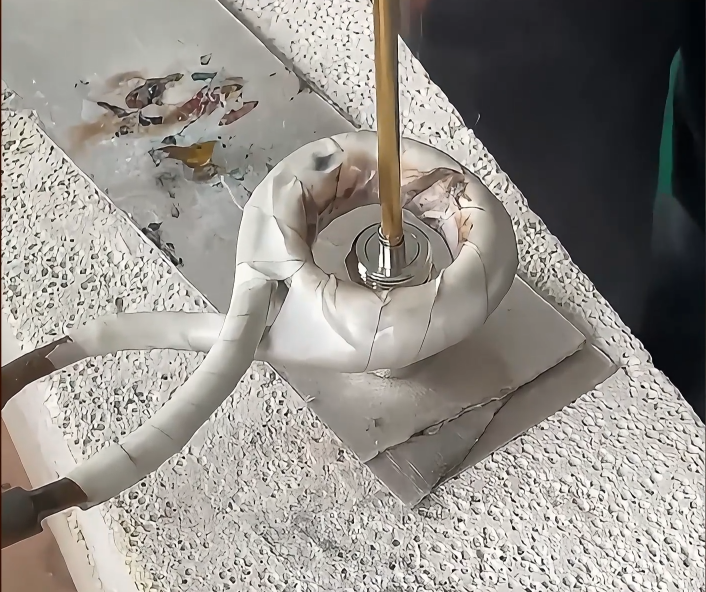
通过线圈环绕式加热(圆棒料在感应线圈内匀速通过),配合红外测温闭环控制,整根圆棒的温度偏差≤±20℃,长度方向温度一致性达 95% 以上。热透后的圆棒料在锻造时晶粒细化均匀,热弯时变形量稳定(误差≤0.1mm/m)。
适配广,兼容多材质与规格
无论是低碳钢棒(如 Q235)、中碳钢棒(45#),还是合金结构钢棒(20CrMnTi),中频加热均可通过调整功率(50-200kW)和加热时间,实现精准热透。单台设备可覆盖直径 20-300mm、长度 1-6m 的圆棒料,无需频繁更换线圈。
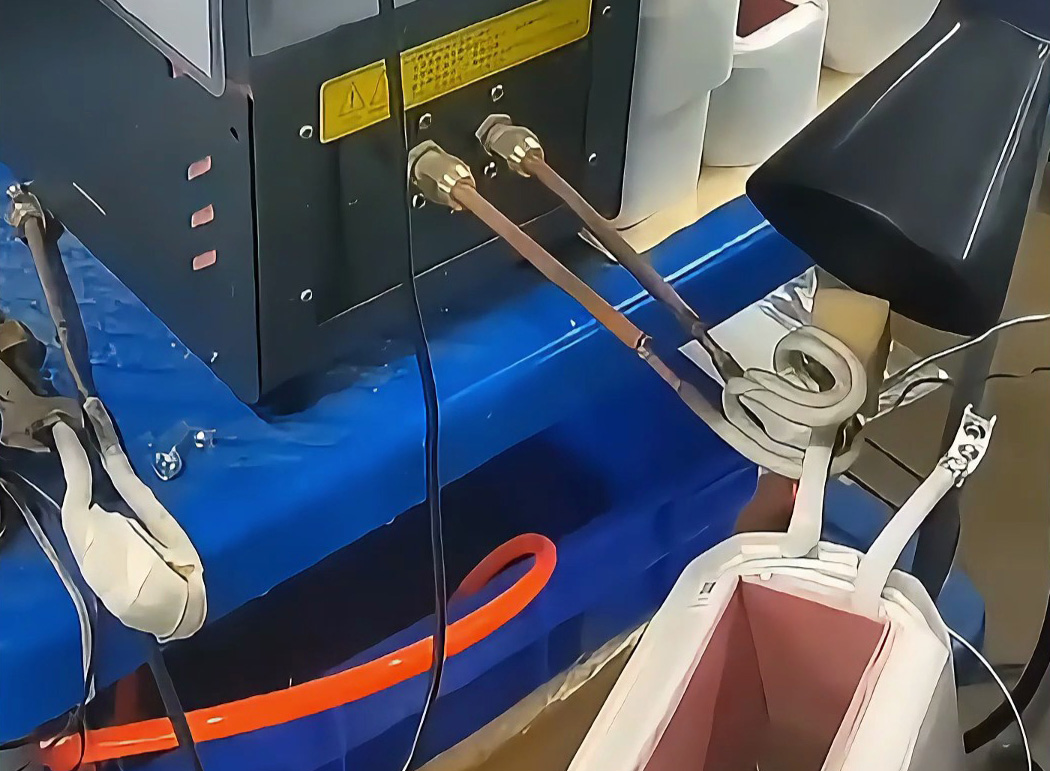
配合机床夹具与自动推送机构,中频加热炉可实现 “上料 - 加热 - 出料” 全流程自动化,满足流水化生产需求:
自动推送料的工作逻辑
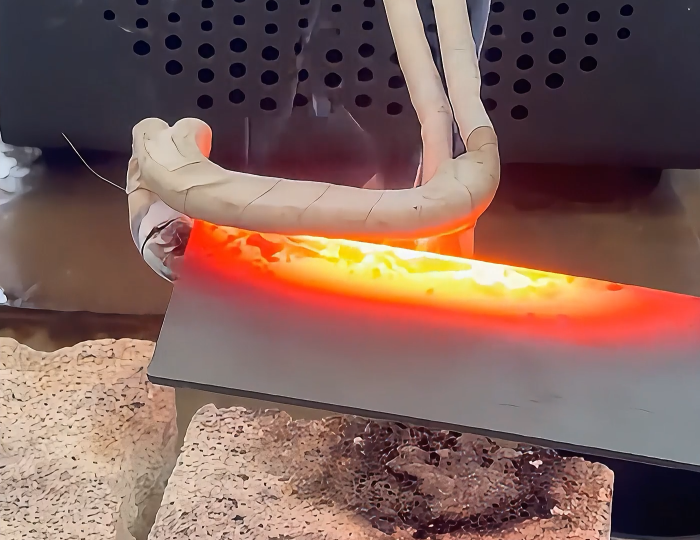
上料阶段:圆棒料通过料架滚落至推送轨道,由伺服电机驱动的推杆将棒料逐根送入中频加热线圈(推送速度 0.5-2m/min,可根据加热时间调节);
加热阶段:棒料在线圈内边移动边加热(“行走式加热”),通过线圈长度(通常 1-3m)与推送速度的匹配,确保总加热时间精准(如热锻需 10 分钟,则推送速度 = 线圈长度 / 时间);
出料阶段:加热完成的棒料自动推送至下一工序(如锻造机床、热弯模具),通过温度检测剔除不合格品(如超温或欠温)。
与流水化生产的无缝衔接
推送机构与后续加工设备(如锻压机、校直机)通过 PLC 联动,实现 “加热 - 加工” 节拍同步。例如:热锻生产线中,中频炉每 10 秒送出 1 根热透棒料,锻压机同步完成 1 次锻造,单班(8 小时)产能可达 2800 + 件,较人工上料提升 3 倍。
| 对比项 | 中频加热炉(自动推送) | 传统燃煤 / 燃气炉(人工上料) |
|---|
| 热透质量 | 芯表温差≤30℃,长度方向均匀性≥95% | 温差≥100℃,局部过热 / 欠热常见 |
| 生产效率 | 连续流水化生产,单炉日产能 100-500 吨 | 间歇式生产,日产能≤30 吨 |
| 人工成本 | 1 人监控整条线,无需频繁操作 | 2-3 人轮换上料、翻料、出料 |
| 能耗成本 | 热效率 60%-70%,无燃料浪费 | 热效率≤30%,炉体散热 / 烟气损耗大 |
| 环保安全 | 电加热无废气,操作区无明火 | 燃煤 / 燃气产生烟尘、CO,安全隐患高 |
热锻行业:汽车半轴圆棒、螺栓坯料的热透加热,配合自动锻压机实现 “加热 - 锻造” 一体化,锻件晶粒均匀,合格率提升至 99%;
工程机械:挖掘机销轴、液压杆圆棒的热弯前加热,中频热透后弯曲回弹量≤0.5°,无需二次校直;
金属加工:轴承套圈毛坯、齿轮坯料的热扩径加热,自动推送确保每批料温度一致,后续加工余量减少 20%。
中频加热炉对圆棒料的 “深度热透” 能力,配合自动推送料的流水化设计,完美解决了传统加热方式 “质量差、效率低、污染大” 的痛点。对于需要批量处理圆棒料的行业,这种 “加热 - 推送 - 加工” 的一体化模式,不仅是产能提升的保障,更是产品质量稳定性的核心支撑,成为现代金属热加工流水化生产的 “标配” 设备。





 粤公网安备 44190002003728号
粤公网安备 44190002003728号


