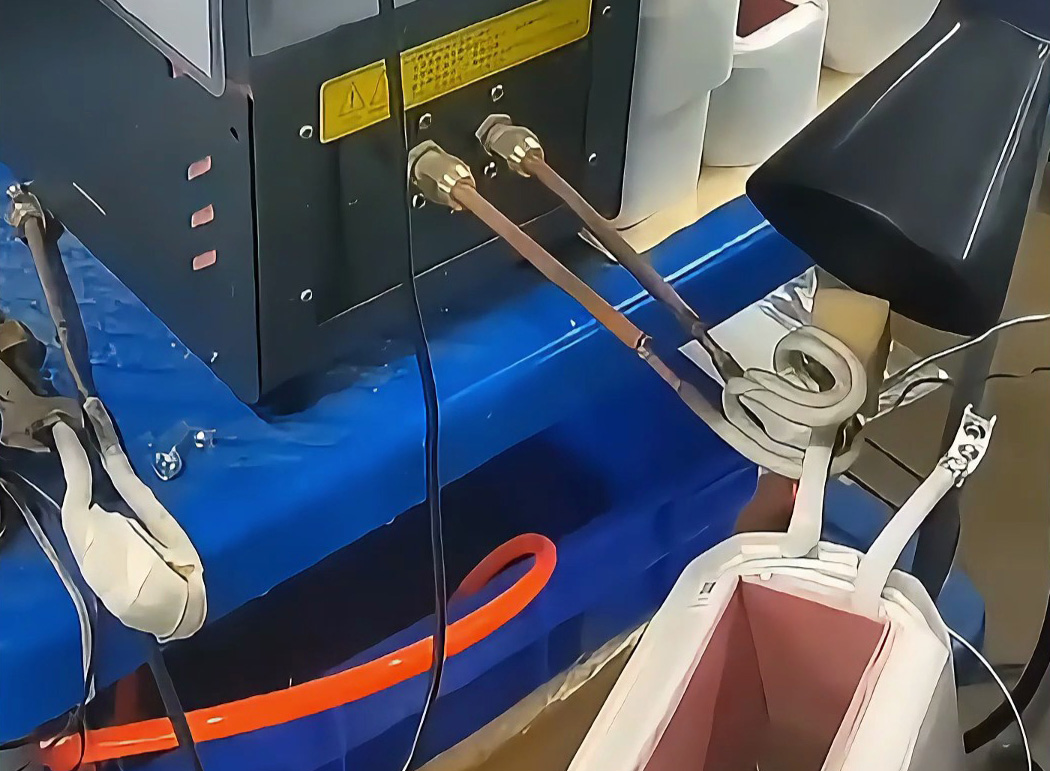
U 型不锈钢材料的红冲锻打工艺中,局部精准加热是保证成型质量的关键。高频加热设备凭借 “聚焦升温、快速响应” 的特性,成为该场景的高效解决方案,为后续锻造工序提供稳定的温度条件。
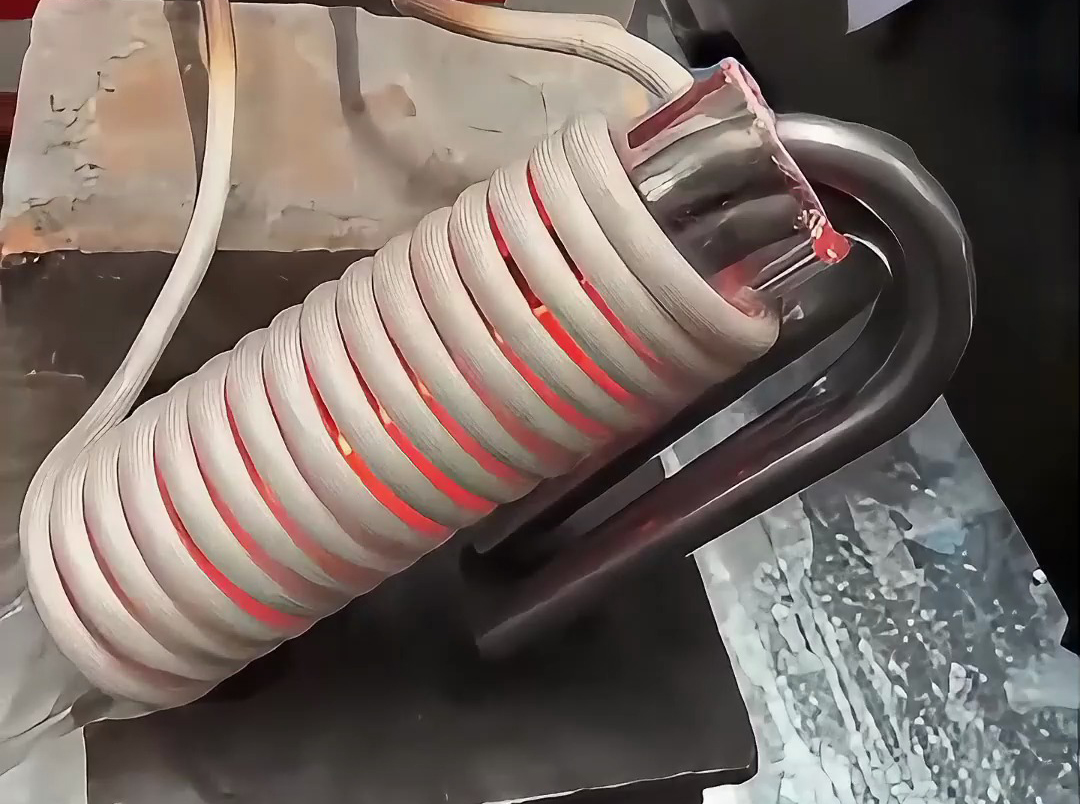
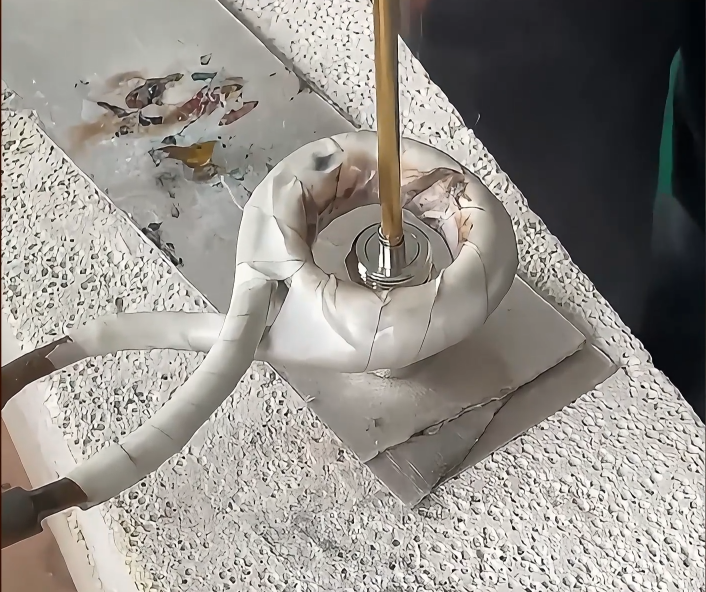
针对 U 型不锈钢的结构特点,高频加热设备(频率 60-100kHz)通过定制化 U 型感应线圈,将磁场能量集中于待锻打区域:
区域精准控制:仅加热 U 型弯弧处或需变形的部位,非加工区域温度≤50℃,避免整体升温导致的结构变形。某餐具厂处理 U 型不锈钢勺柄时,加热区域与非加热区域的温差可达 800℃以上,确保手柄部位保持原始形态;
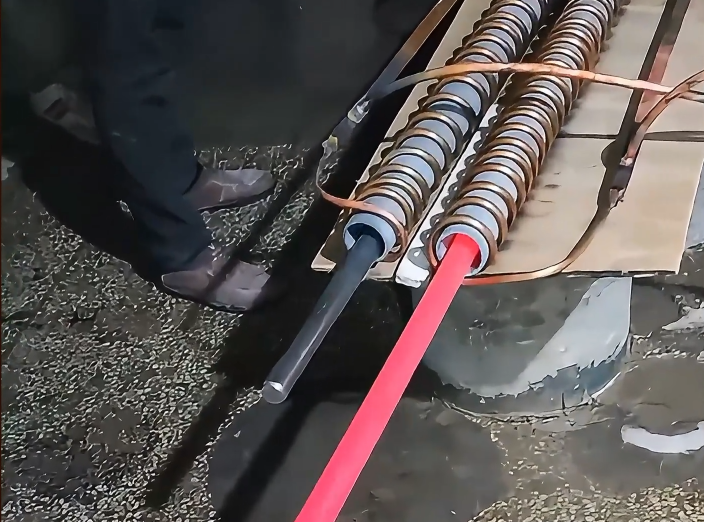
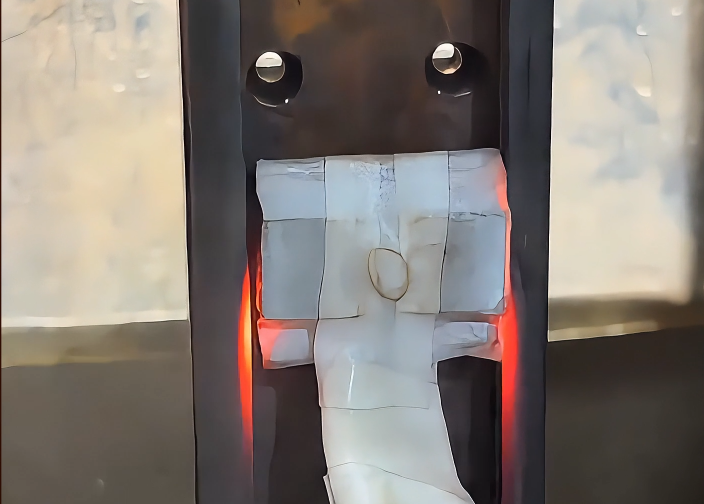
快速升温能力:从室温加热至锻造温度(不锈钢约 1050℃)仅需 8-15 秒,较火焰加热缩短 60% 时间,减少材料氧化损耗(氧化皮生成量降低至传统工艺的 1/3);
即热即锻适配:加热完成后,材料处于塑性最佳状态,可直接移送至红冲模具,利用余热完成锻打,省去保温环节,单件加工周期控制在 30 秒内。
实际应用中需根据 U 型件尺寸调整参数:
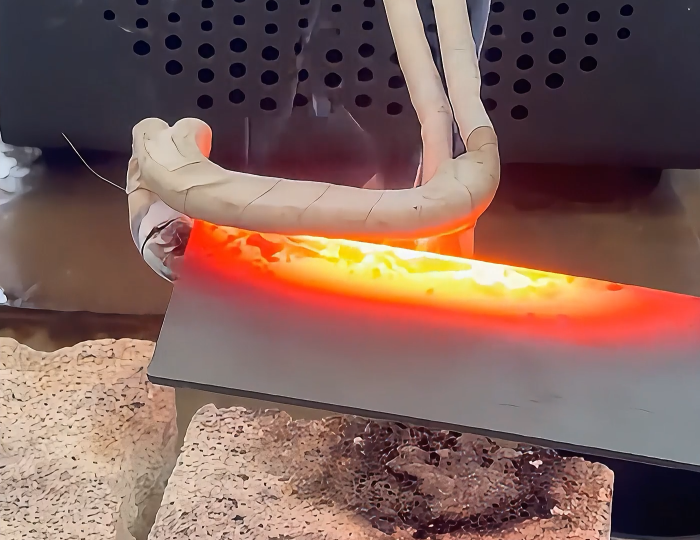
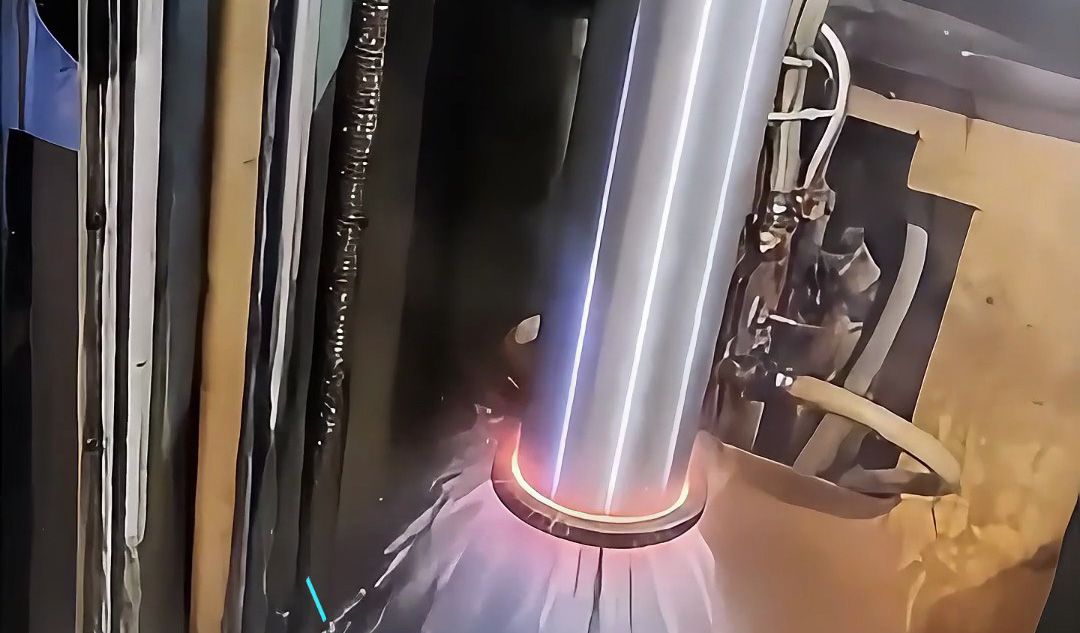
线圈设计:感应线圈需与 U 型工件轮廓贴合,间隙保持 2-3mm,确保磁场均匀覆盖加热区。对于厚度 2-5mm 的不锈钢,线圈功率设定为 8-15kW;
温度监测:通过红外测温仪实时监控加热区温度,达到 1050℃时自动断电,避免过热导致的晶粒粗大;
红冲配合:加热完成后 3 秒内完成锻打,利用材料的高温塑性(延伸率可达 30% 以上),减少冲压阻力,模具损耗降低 20%。
某五金工具厂的生产数据显示,采用该工艺后,U 型不锈钢件的红冲合格率从 78% 提升至 97%,且锻打后的表面粗糙度 Ra 值从 12.5μm 降至 3.2μm,后续抛光工序成本减少 40%。
这套方案特别适合三类 U 型不锈钢加工场景:
厨具行业的 U 型锅柄、勺柄锻造;
卫浴配件中的 U 型管接头热成型;
医疗器械中的不锈钢 U 型支架红冲。
日常维护需注意:每周用软布擦拭线圈表面,去除金属粉尘;每月检查线圈绝缘层,确保无破损漏电;每季度校准测温系统,保证温度显示偏差≤±10℃。
高频加热设备通过针对性的能量聚焦,为 U 型不锈钢的局部锻造提供了高效、精准的加热方案,在保证成型质量的同时,显著提升了生产效率,成为不锈钢热加工领域的实用技术选择。




 粤公网安备 44190002003728号
粤公网安备 44190002003728号
