提到线束端子连接,很多人会问 “为什么还要锡焊”?其实锡焊多用于细导线、小电流场景(如电子设备内的细线束),核心是通过锡料填充缝隙、隔绝空气,避免导线氧化松动,保证小功率连接的稳定性。但在电力、新能源等大电流、高可靠性需求场景中,铜鼻子高频焊接才是主流 —— 它能解决铜鼻子与电缆 / 铜排的高强度、低电阻连接难题,全过程高效可控,比传统焊接方式优势更突出,广泛适配工业级电气连接需求。

不是所有线束端子都需要锡焊,它的价值集中在 “小而精” 的连接需求:
适用于细导线(如 0.5-2.5mm² 电子线)、小电流(<10A)场景:比如家电内部的控制线束、电路板端子,细导线直接压接易松动,锡焊能通过锡料将导线与端子牢牢固定,同时锡层隔绝空气,防止铜导线氧化发黑,避免接触电阻增大导致发热。
局限性明显:锡的熔点低(232℃)、强度低,在大电流(>50A)、高振动(如汽车、轨道交通)或高温环境中,锡层易软化、脱落,导致连接失效;且锡焊无法满足铜鼻子与粗电缆(如 16mm² 以上动力电缆)的高强度连接,此时必须依赖高频焊接等工业级工艺。
而铜鼻子作为 “大电流过渡件”(连接粗电缆与电气设备),需要的是低电阻、高强度、抗振动的连接,高频感应焊接恰好能满足 —— 通过电磁感应让铜鼻子与电缆的接触部位 “自身发热熔合”,不用外部热源,连接强度远超锡焊,接触电阻接近金属本身,完全适配电力、新能源等大电流场景。
铜鼻子高频焊接的核心是 “局部快速加热 + 焊料 / 熔合强化”,针对 T2 紫铜(或铜合金)材质的铜鼻子与电缆 / 铜排,全过程可分为 5 步,精准控制温度、熔合度,确保连接质量:
材料匹配:铜鼻子选用 T2 紫铜(纯度高、导电性好,是电气连接首选),表面可提前镀锡 / 镀银(进一步降低接触电阻、提升抗氧化性);电缆需剥去绝缘层,露出 3-5cm 的铜导体(多股软铜缆需绞紧,避免松散导致接触不良);若缝隙较大,可准备铜基焊料(熔点约 800-900℃,与铜材质兼容性好,避免用锡焊料)。
表面清理:用砂纸或酒精擦拭铜鼻子的接线孔、电缆铜导体表面,彻底去除氧化层(氧化铜会增大接触电阻)、油污(油污加热后会产生气泡,导致虚焊),确保接触面光滑洁净 —— 这是避免 “虚焊、电阻大” 的关键前提。
将处理好的电缆铜导体插入铜鼻子的接线孔(插入深度需满足标准,如 10mm² 铜鼻子插入电缆长度≥15mm),用简易工装或夹具固定两者位置,确保铜鼻子与电缆同轴对齐,避免偏移导致 “一侧熔合过深、一侧未熔合”。
若连接的是铜排(如配电柜内的铜排与铜鼻子),则需将铜鼻子的平面与铜排紧密贴合,用夹具加压固定(压力约 5-10MPa),减少接触面缝隙,提升熔合效果。
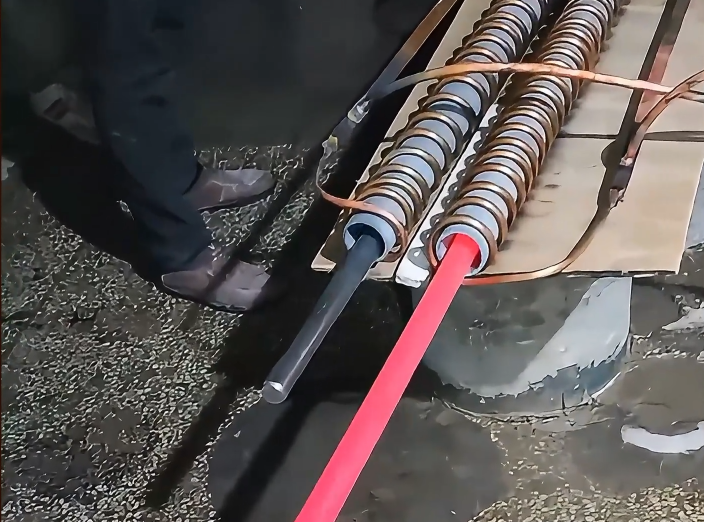
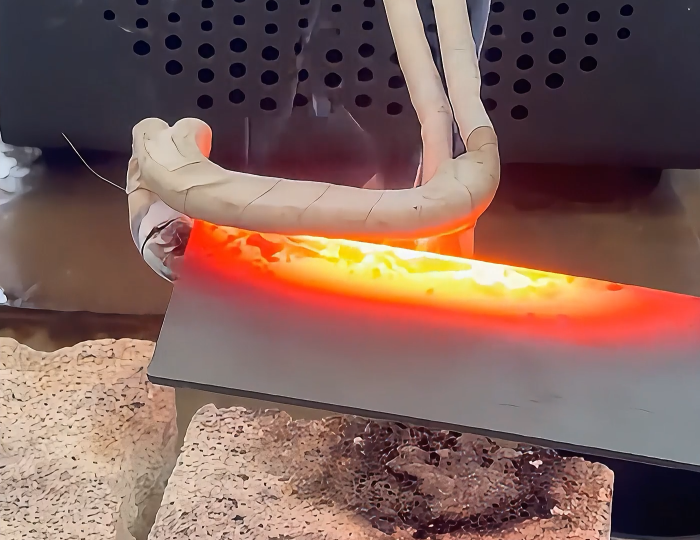
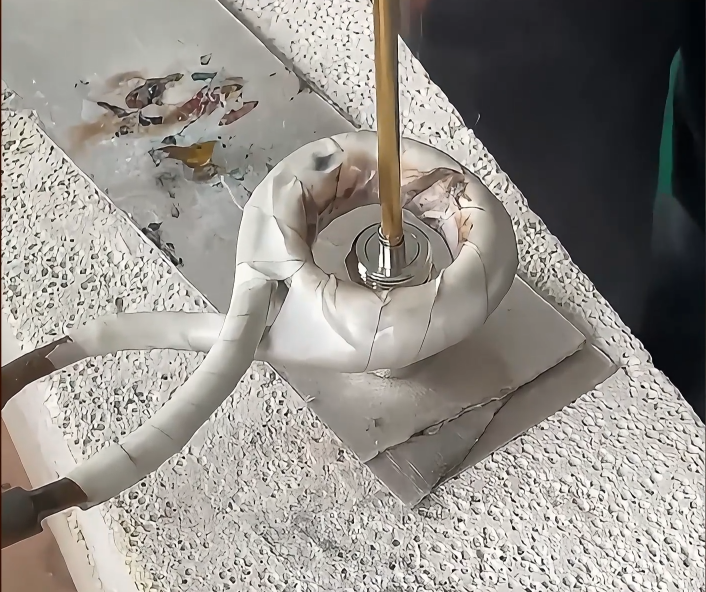
根据铜鼻子的规格(如孔径、厚度)选择定制的感应线圈:
启动高频加热设备(频率通常选 10-50kHz,适配铜材质的透热需求),高频电流通过线圈产生交变磁场,磁场穿透铜鼻子与电缆,在两者接触部位激发涡流 —— 利用 “集肤效应”,热量集中在接触面表层(2-5mm 深度),快速升温至 850-950℃(铜的半熔化状态,未完全熔化但足以让接触面原子扩散熔合),整个加热过程仅需 5-15 秒(根据铜鼻子规格调整),远快于氧乙炔焊(30-60 秒)。
相比电弧焊、氧乙炔焊、锡焊,铜鼻子高频焊接的优势在工业场景中尤为突出,具体对比见下表:
铜鼻子高频焊接凭借 “高效、可靠、环保” 的特性,已成为工业电气连接的核心工艺,主要应用在以下领域:
电力领域:配电柜内铜排与铜鼻子的连接、高压电缆终端的铜鼻子焊接,确保大电流(几百至上千安)传输时不发热、不松动;
新能源领域:光伏逆变器的电缆连接、储能电池组的极柱铜鼻子焊接、电动汽车的高压线束(如电池到电机的电缆)连接,适配高振动、高电流的使用环境;
轨道交通领域:地铁、高铁的牵引系统电缆连接,耐受长期振动和高低温变化,保障行车安全;
工业设备领域:变频器、伺服电机的动力电缆铜鼻子焊接,确保设备运行时的电流稳定,减少因接触不良导致的故障。
线束端子锡焊有其 “小场景价值”,但在工业级大电流、高可靠性需求中,铜鼻子高频焊接才是更优解 —— 它通过精准的局部加热、高效的熔合过程,实现了铜鼻子与电缆 /




 粤公网安备 44190002003728号
粤公网安备 44190002003728号
