收到客户邮寄的铝管焊接样品后,我们立即用 15KW 高频焊机开展测试。熟悉铝管焊接的人都知道,它比铜、铁管焊接更考验工艺 —— 铝的导热性极强(是钢的 3 倍多),热量很容易快速扩散,若加热时间没把控好、温度上升曲线不稳定,要么热量不够导致 “虚焊”(焊料没充分润湿,接头不牢固),要么温度过高造成 “塌焊”(铝管受热软化变形,焊缝塌陷)。这次测试的核心,就是看 15KW 高频焊机能否精准控制加热过程,避免这两大问题。

先看样品情况:客户提供的是两根外径 12mm、壁厚 1mm 的纯铝管,需求是对接焊接,用于低压管路系统,要求焊缝无泄漏、强度达标。我们先做预处理:用砂纸打磨铝管对接端口,去除表面的氧化膜(铝在空气中易形成致密氧化层,会阻碍焊料融合),再用酒精擦拭干净,避免油污影响焊接效果;焊料选用低熔点的铝硅合金焊丝(熔点约 580℃),同时准备了专用的铝焊助焊剂,帮助进一步清除氧化层、改善焊料流动性。
测试时,关键在于 “定制加热参数”。15KW 高频焊机的优势在于功率可调、升温速度可控,我们针对铝管的特性,做了两点核心设置:
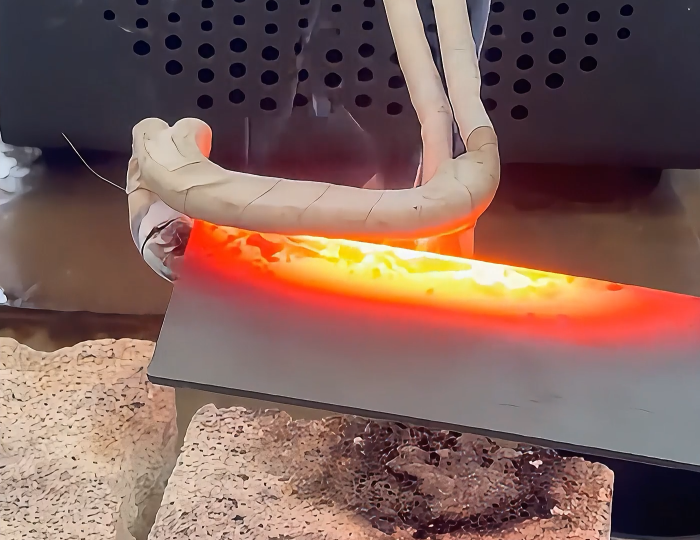
一是精准控制加热时间。一开始先尝试短时间加热(8 秒),发现铝管端口温度仅升到 500℃左右,焊丝接触后只轻微融化,无法充分填满焊缝,出现了明显的虚焊迹象;随后将加热时间延长到 12 秒,同时把功率调至 12KW(预留 3KW 余量,避免功率过高),此时通过红外测温仪观察,铝管对接处温度稳定上升到 580-600℃,刚好达到焊料熔点,且未超过铝管的软化温度(纯铝软化温度约 200℃,但短时间加热到 600℃不会明显变形);
二是优化温度上升曲线。启动焊机后,前 5 秒用低功率(8KW)缓慢升温,让热量逐渐集中在对接端口,避免铝管因突然受热导致局部温度过高;后 7 秒逐渐提升功率至 12KW,加速温度上升,确保焊料能快速融化并润湿端口 —— 这种 “先慢后快” 的曲线,既解决了铝管导热快导致的热量分散问题,又防止了局部过热引发的塌焊。
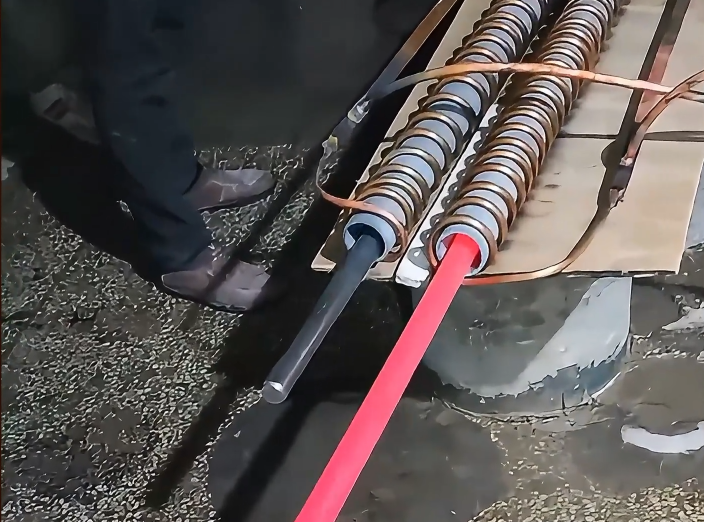
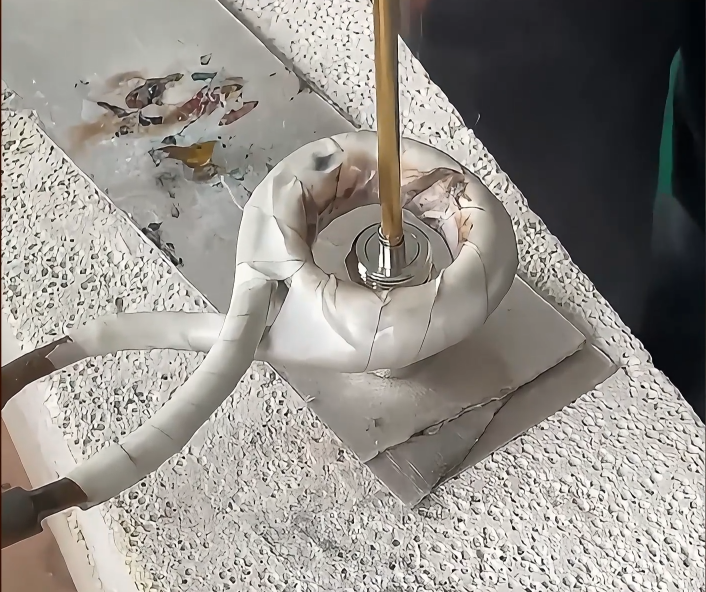
焊接操作时,将两根铝管对齐并用夹具固定,把适配的环形感应线圈套在对接处(线圈与铝管间隙控制在 1.5mm,确保磁场均匀覆盖),按预设参数启动焊机。当温度达到目标值时,用镊子夹取铝硅焊丝轻触焊缝,焊丝立即融化并顺着缝隙流动,填满整个对接处,过程中没有出现焊料堆积或漏填的情况。
冷却后检查焊缝:表面平整光滑,没有明显的气孔或裂纹;用手轻轻掰动铝管,接头处无松动迹象;后续做气密性测试(通入 0.3MPa 气压,浸泡在水中),焊缝处没有气泡冒出,说明无泄漏,完全满足客户需求。
这次测试也印证了:用 15KW 高频焊机焊接铝管,只要破解 “加热时间” 和 “温度上升曲线” 两个关键点,就能避免虚焊、塌焊。如果是批量生产,还可以在 15KW 高频焊机基础上搭配简易的自动送料机构,设定固定的加热参数,进一步保证每根铝管的焊接一致性。对有铝管焊接需求的客户来说,不用一味追求大功率设备,选对适配功率的高频焊机,再根据铝管规格精细调整加热参数,就能达到理想的焊接效果。




 粤公网安备 44190002003728号
粤公网安备 44190002003728号
