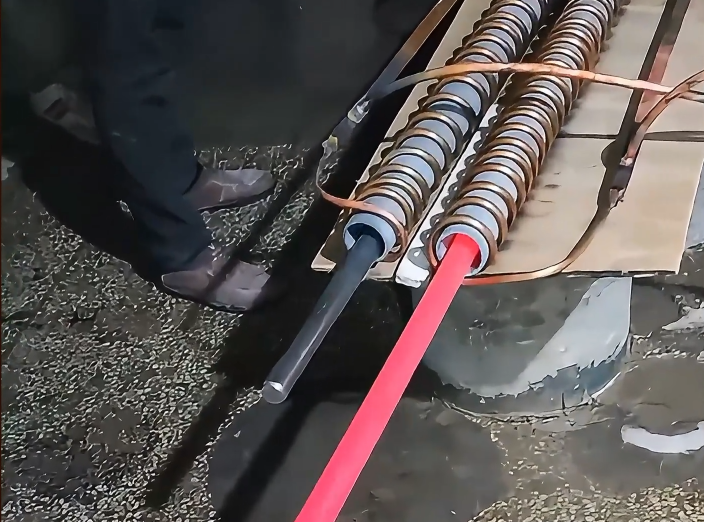
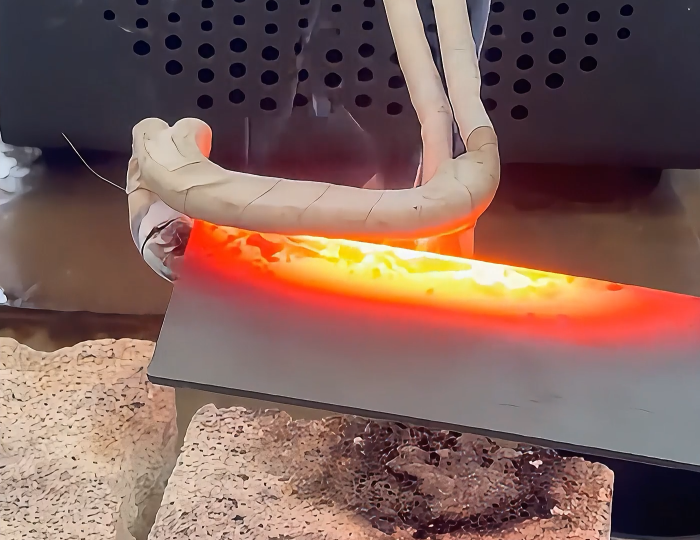
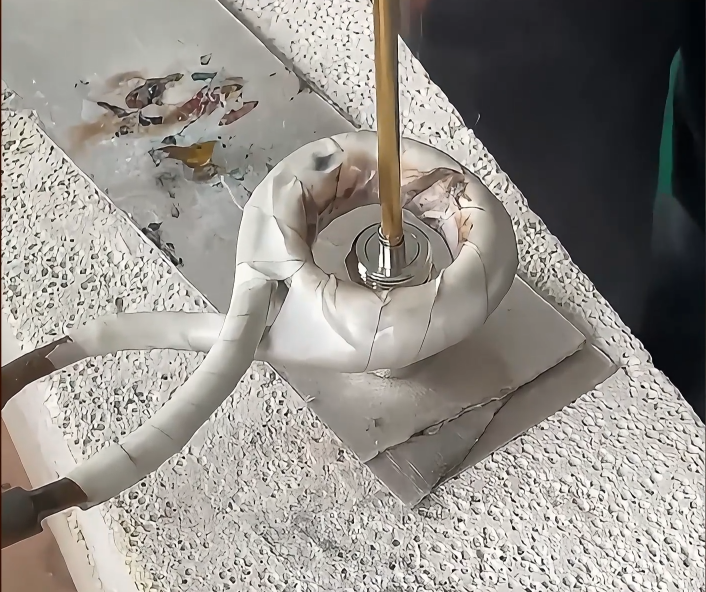
在铜件加工领域,不规则异型结构(如弯头、三通、多通接头)的焊接一直是行业难题。传统火焰焊依赖人工操作,存在加热不均、变形量大、效率低下等问题。而高频焊接以非接触加热、磁场精准聚焦、自动化适配的特性,突破异型件焊接瓶颈,实现效率、质量与成本的全面优化。以下从技术原理、实战优势及应用场景展开解析:

| 维度 | 高频焊接 | 火焰手工焊 |
|---|
| 焊接速度 | 3-8 秒 / 焊点 | 20-30 秒 / 焊点 |
| 人工成本 | 普工操作(无需持证) | 需熟练焊工 |
| 良品率 | ≥98% | 75-85% |
| 能耗 | 0.01-0.03kWh / 焊点 | 0.05-0.1m³ 燃气 / 焊点 |
| 型号 | 功率 | 频率范围 | 适配工件尺寸 | 典型应用 |
|---|
| HT-SH-12D | 12kW | 100-300kHz | 管径 φ6-φ50mm | 空调部件、汽车油管 |
| HT-SH-20D | 20kW | 50-200kHz | 复杂铜件(体积≤1000cm³) | 卫浴管件、制冷配件 |
高频焊接以 “精准、高效、智能” 的特性,重新定义了异型铜件 / 铜管的焊接标准。从空调四通阀到汽车复杂油管,其工艺优势已在高端制造领域得到验证。对于企业而言,选择高频焊接不仅是替代传统火焰焊,更是向 “数字化、柔性化生产” 的跨越 —— 让每一个不规则焊点,都成为精密制造的典范,让复杂结构的焊接,从此化繁为简。
立即体验:
✅ 免费获取异型件焊接工艺方案(含线圈设计图与参数表);
✅ 预约设备试焊(携带您的样品,现场验证焊接效果);
✅ 申请自动化产线规划(定制异型件焊接全流程解决方案)。
告别火焰焊的局限,开启高频焊接的无限可能!




 粤公网安备 44190002003728号
粤公网安备 44190002003728号
