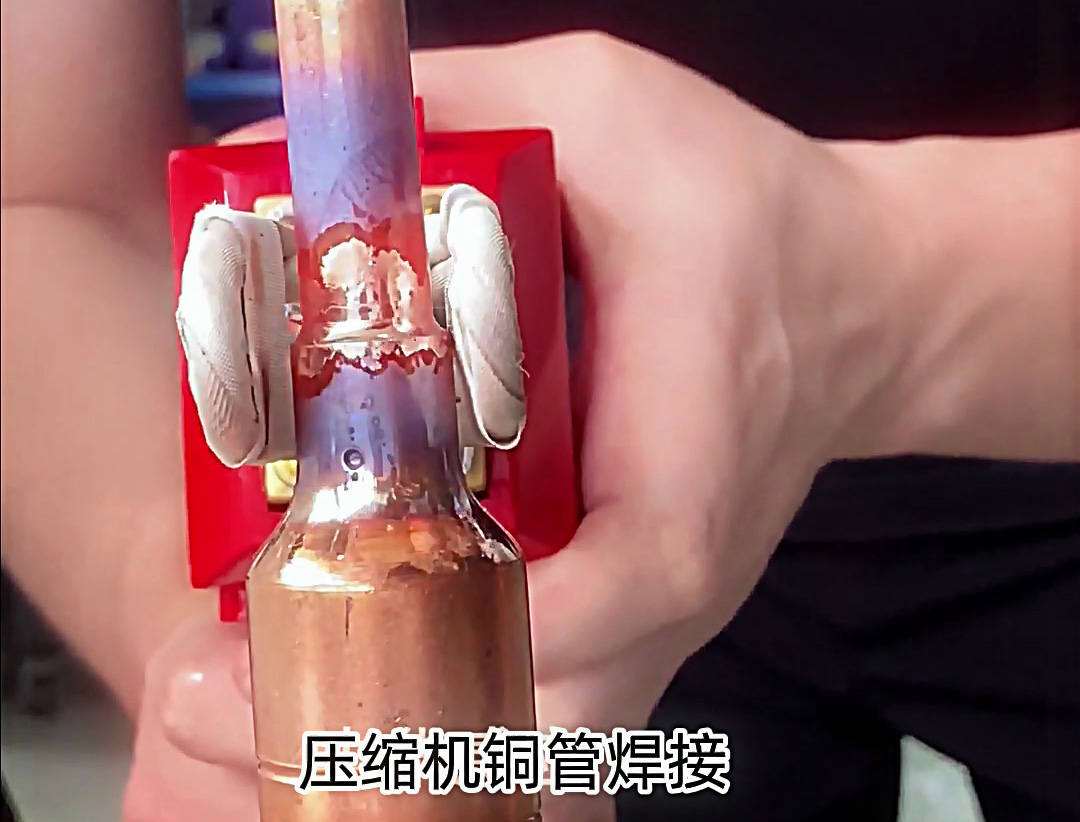
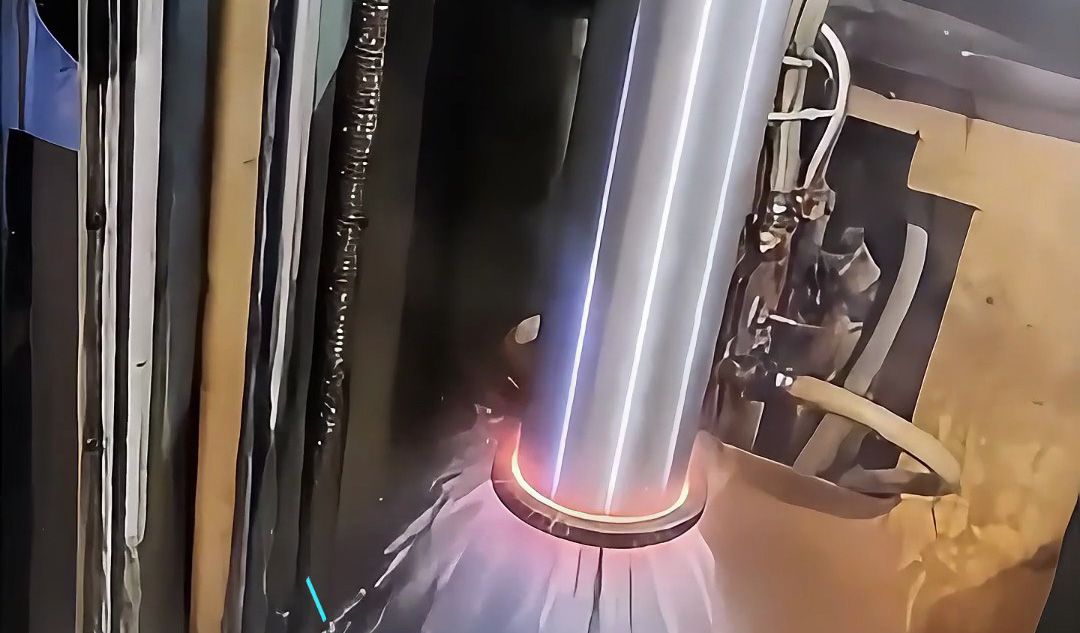
在空调制冷、水暖设备等领域,压缩机铜管焊接质量直接影响系统能效与可靠性。传统火焰焊(氧乙炔 / 丙烷)因明火作业、热辐射大、操作门槛高,正逐步被淘汰。海拓手持式高频焊机以无火焰、无辐射、零证上岗、全场景适配的革新特性,成为压缩机铜管焊接的主流选择,助力企业实现效率与安全的双重升级。
| 场景 | 火焰焊痛点 | 高频焊机解决方案 |
|---|
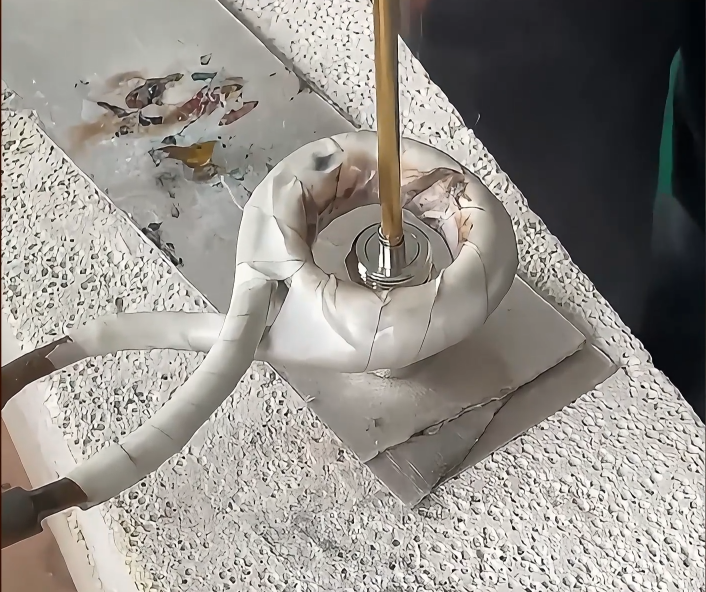
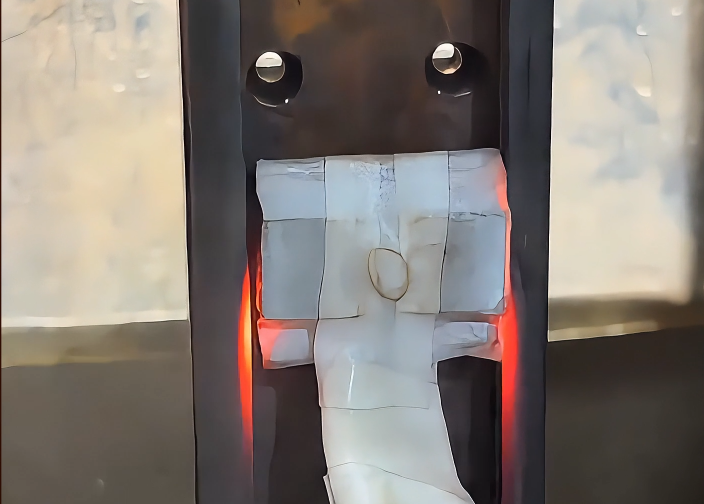
| 狭小空间焊接 | 火焰无法深入,需拆卸部件 | 手持线圈直径 φ12mm,可深入 φ50mm 管道夹层 |
| 薄壁铜管(≤1mm) | 易烧穿,漏焊率高 | 频率 400kHz,集肤深度 0.15mm,精准加热表层 |
| 垂直 / 仰焊位置 | 熔池下垂,需多次补焊 | 非接触加热,锡料 / 银焊料无重力影响 |
| 铝铜异种金属焊接 | 火焰温度难匹配,结合力差 | 脉冲加热模式,兼容铝铜界面冶金结合 |
| 维度 | 海拓手持高频焊 | 传统火焰焊 |
|---|
| 持证要求 | 无需焊工证 | 需持特种作业证 |
| 焊接速度 | 3-5 秒 / 焊点 | 20-30 秒 / 焊点 |
| 热影响区 | ≤1mm | 5-10mm |
| 能耗 | 0.01kWh / 焊点 | 0.1m³ 燃气 / 焊点 |
| 培训成本 | 1 小时 / 人 | 6 个月 / 人 |
| 型号 | 功率 | 重量 | 适用管径范围 | 典型场景 |
|---|
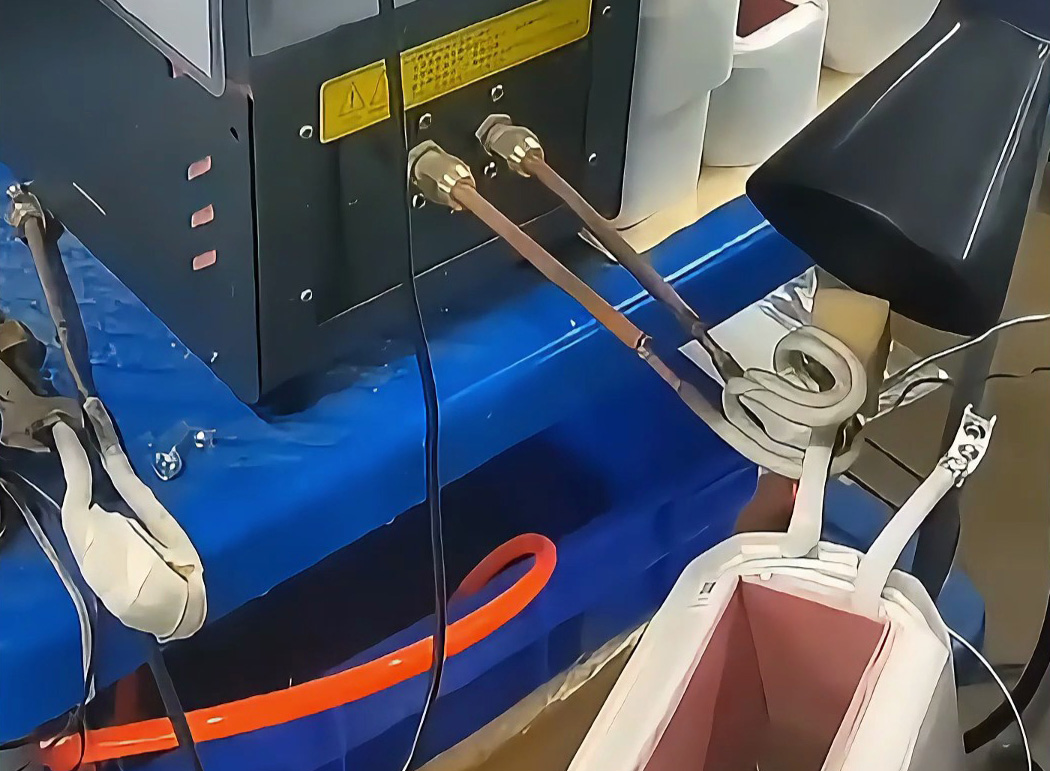
| HT-SH-18 | 18kW | 36kg | φ6-φ25mm | 家用空调、冰箱 |
| HT-SH-40 | 40kW | 50kg | φ10-φ38mm | 商用冷水机组、热泵 |
线圈间距:保持 5-8mm,过近易导致铜管过热,过远则加热效率下降;
焊后处理:焊接完成后用湿布擦拭焊点,可加速冷却并提升表面光洁度;
钎料选择:优先使用预成型钎料片,定位精度优于丝状钎料,减少浪费 90%。
海拓手持高频焊机以 “安全、高效、易操作” 的特性,正在重塑压缩机铜管焊接的行业标准。从空调生产线到家庭水暖维修,其颠覆式优势已被万千用户验证。如果你还在为火焰焊的安全隐患、效率瓶颈烦恼,是时候选择高频焊接 —— 让每一个焊点,都成为可靠与高效的代名词,让焊接从此告别 “持证门槛”,真正成为人人可操作的基础技能。




 粤公网安备 44190002003728号
粤公网安备 44190002003728号
