后台有粉丝问:“处理钢片局部退火,为啥总推荐高频加热机?” 其实答案很简单 —— 钢片局部退火的核心需求是 “精准、高效、不损伤非退火区域”,而高频加热机的特性恰好完美匹配这些需求,尤其是加热速度、区域控制、温度把控这几点,比传统加热方式更贴合钢片加工的实际场景。
先说说钢片局部退火的常见需求:不管是电机硅钢片的冲裁后去应力,还是五金配件中钢片的折弯前软化,往往只需要对钢片的特定区域(比如冲裁边缘、折弯折线处)进行退火,其他区域仍需保持原有硬度。这时候传统加热方式的短板就很明显了 —— 比如火焰加热,热量分散难控制,很容易把不需要退火的区域也烤软;电阻加热需要接触钢片,不仅可能划伤表面,还会让热量向周边传导,导致退火范围扩大。
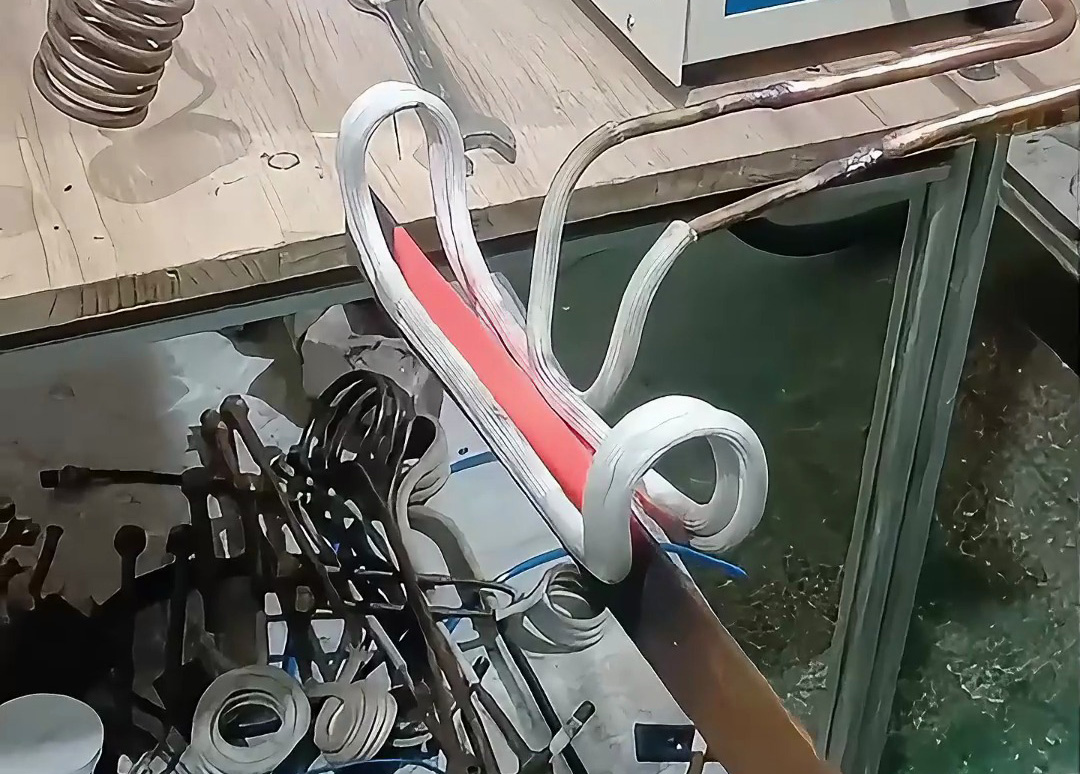
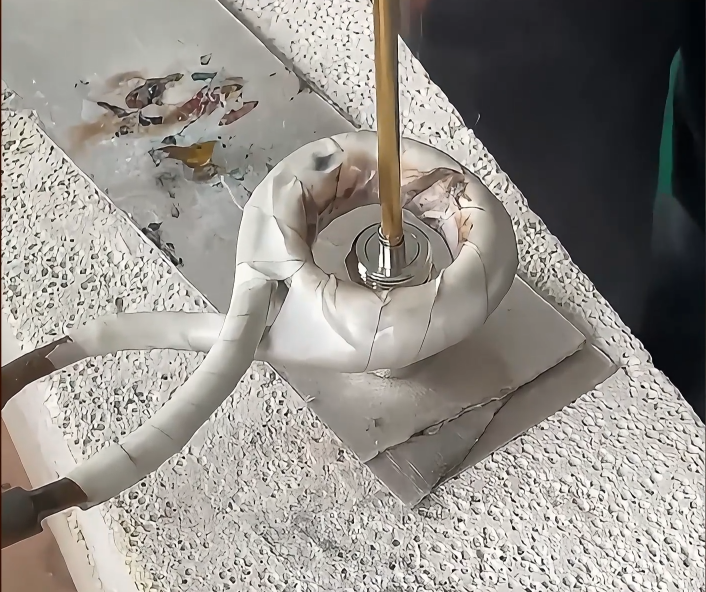
而高频加热机的第一个优势就是加热区域特别可控。它靠电磁感应让钢片自身发热,只要搭配定制的感应线圈(比如针对窄条钢片的扁平线圈、针对异形钢片的异形线圈),就能让热量精准集中在需要退火的区域。之前帮客户处理过一批宽度 10mm、需要在中间 2mm 宽区域退火的硅钢片,我们用宽度 2mm 的扁平线圈紧贴钢片目标区域,通电后只有这 2mm 的区域升温退火,周边区域温度几乎没变化,完全没影响钢片的整体性能。
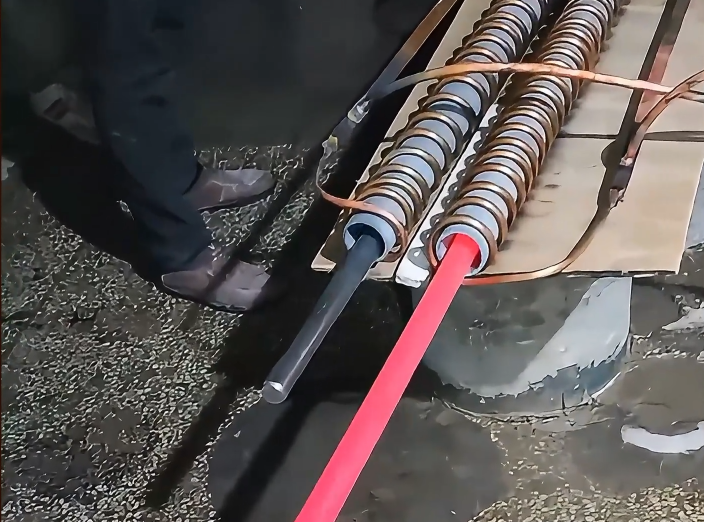
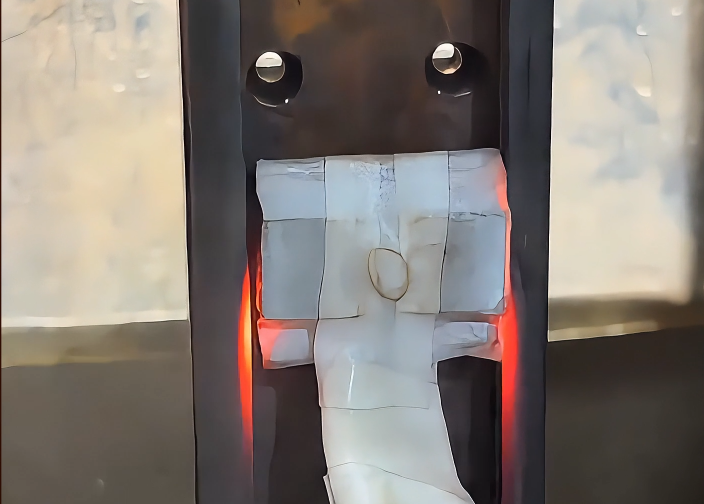
再看加热速度快这一点,对钢片加工来说太重要了。钢片大多厚度薄(常见 0.3-3mm),传统加热方式升温慢,很容易导致热量穿透钢片,甚至让钢片变形。而高频加热机的升温速度能达到每秒几百摄氏度,比如给厚度 1mm 的 45 号钢片局部退火,从常温加热到 650℃(退火所需温度)仅需 3-5 秒,热量还没来得及向非退火区域扩散,就能完成加热,既保证了退火效果,又避免了钢片变形。客户反馈说,用这种方式处理钢片,后续折弯时再也没出现过因退火不均导致的开裂问题。
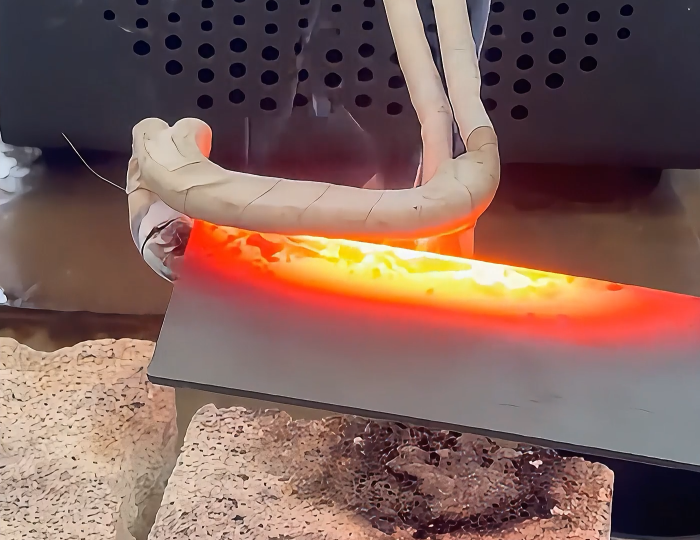
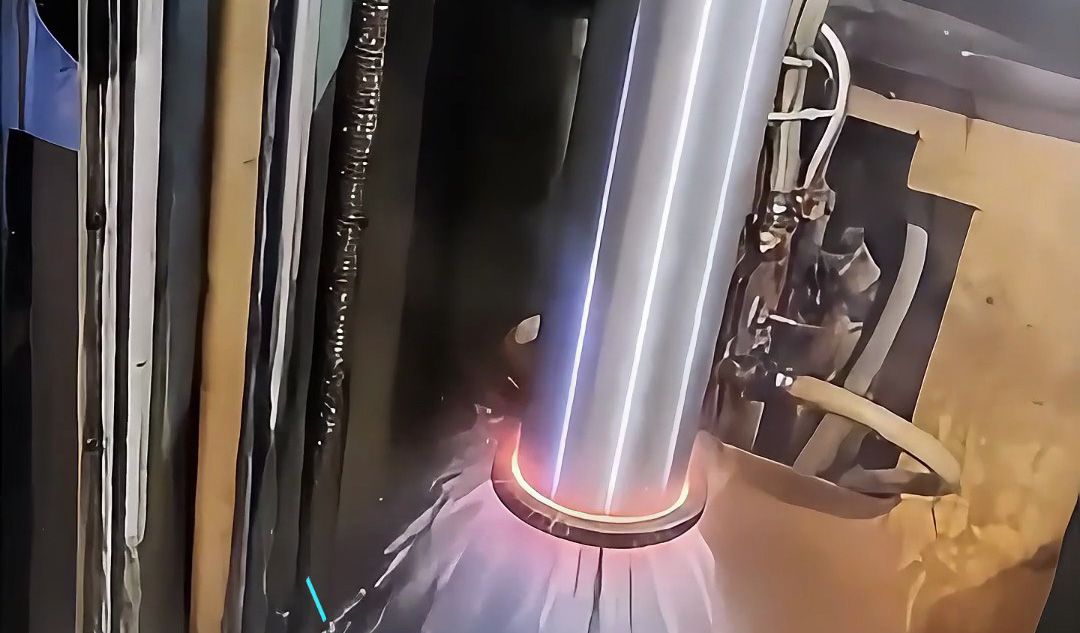
还有温度可控和非接触式加热这两个优势,也让高频加热机在钢片退火中更实用。温度可控意味着不管是低碳钢还是合金钢片,都能通过调整高频机的功率和加热时间,把退火温度精准控制在所需范围(比如去应力退火需 550-600℃,软化退火需 700-750℃),避免温度过高导致钢片硬度过低,或温度不足达不到退火效果。而非接触式加热则不会损伤钢片表面,尤其适合表面抛光或有涂层的钢片,退火后不用再额外处理表面,省去了不少工序。
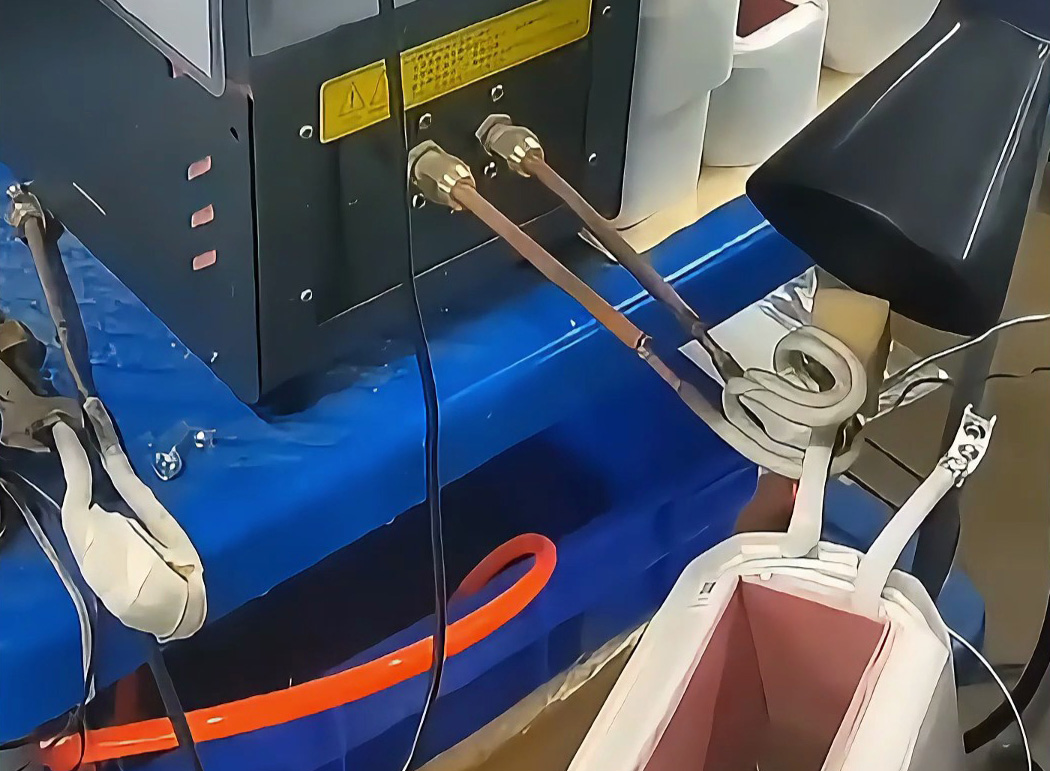
另外,对需要批量生产的客户来说,高频加热机还能配合自动化生产线,比如和传送带、机械臂搭配,实现钢片的自动送料、自动定位、自动退火、自动下料,效率比人工操作提升好几倍。之前有个做五金配件的客户,引入自动化高频退火线后,原本一天只能处理两千片钢片,现在能轻松做到五千片,而且每片的退火效果都一致,不良率降了很多。
其实总结下来,高频加热机之所以适合钢片局部退火,核心就是它能精准解决传统加热方式的 “控区难、升温慢、伤表面” 等问题,既满足了钢片局部退火的工艺要求,又能适配批量生产的效率需求。如果大家也有钢片局部退火的需求,不妨试试高频加热机,尤其是对精度和效率要求高的场景,它的表现大概率不会让人失望。




 粤公网安备 44190002003728号
粤公网安备 44190002003728号
