很多人疑问 “手持感应加热设备能不能加热钢管”,答案是完全可以!尤其针对小直径钢管(如 DN15-DN50)的焊接预热、局部退火等短时间加热需求,它比传统火焰加热更高效、更精准,还能大幅降低能耗。只要掌握 “选对频率、匹配线圈、控温精准、安全操作” 这四大核心要点,新手也能轻松上手,完美应对钢管局部加热场景。

手持感应加热设备的优势在于 “便携、局部控温”,因此更适合以下钢管加热需求,若超出场景范围则需考虑大型设备:
焊接预热:小直径钢管(如管道维修、小型钢结构中的钢管对接)焊接前,需要对接口附近 20-50mm 范围进行预热(通常预热温度 150-350℃),手持设备可快速聚焦热量,避免整体加热导致的能量浪费,且不会像火焰加热那样让温度分布不均。
局部退火:钢管加工后(如弯管、冲压),局部区域会产生内应力,需通过退火消除。手持设备可精准对准应力集中部位(如弯管的弯曲处),只加热特定区域,不影响其他部位的力学性能,特别适合维修或小批量加工场景。
临时加热需求:如钢管表面油污清理(加热后油污易擦拭)、小型钢管的配合件热装(如小直径轴套与钢管的过盈配合),无需复杂 setup,拿起设备即可操作,灵活性远超固定感应加热炉。
频率直接决定感应加热的 “透热深度”,选不对频率会导致加热慢、局部过热或加热不均,针对钢管加热的频率选择规律如下:
小直径薄壁钢管(如 DN15-DN25,壁厚≤3mm):选高频(100-400kHz) 手持设备。高频透热深度浅(通常 0.5-2mm),能快速加热钢管表面及浅层,适合焊接预热、表面油污清理,避免热量过度穿透导致钢管内壁氧化。
小直径厚壁钢管(如 DN32-DN50,壁厚 3-8mm):选中频(10-100kHz) 手持设备。中频透热深度适中(2-5mm),可让热量渗透到钢管壁厚的 1/3-1/2 处,满足局部退火、较深焊接预热的需求,避免表面烧红但内部温度不足的问题。
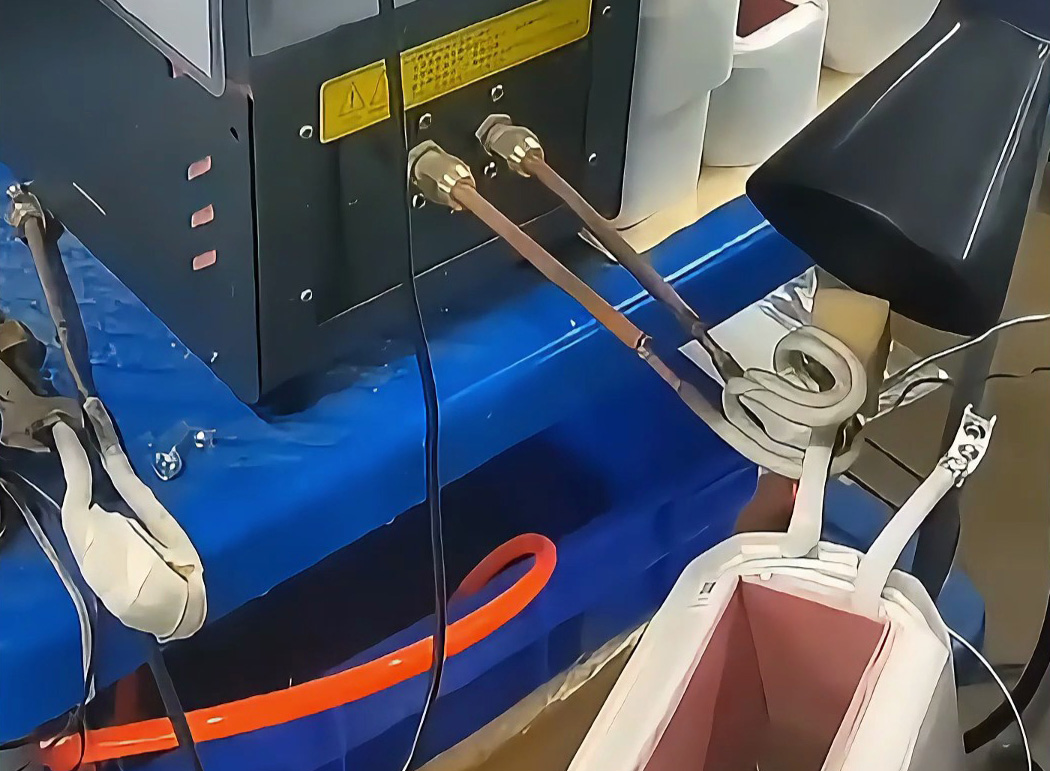
线圈是 “传递热量的关键”,必须根据钢管的加热部位和形状选择或定制,常见适配线圈类型:
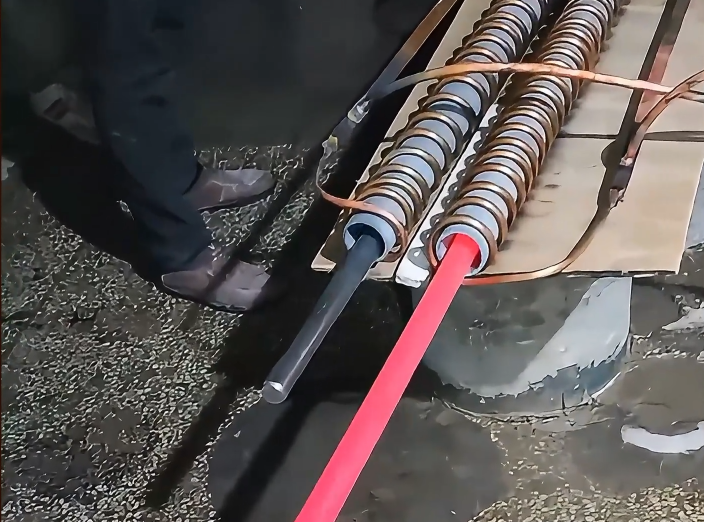
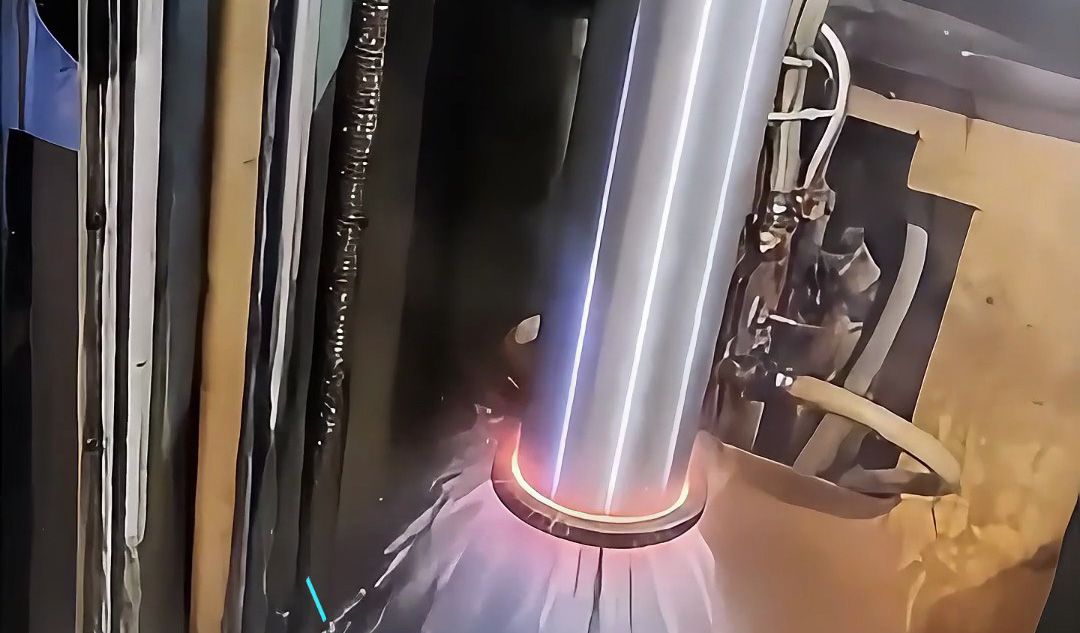
环形线圈(圆形 / 椭圆形):适合钢管圆周加热(如整圈焊接预热)。选择内径比钢管外径大 5-10mm 的环形线圈,将钢管套入线圈内,确保线圈与钢管表面间隙均匀(间隙过大则加热效率低,过小易碰伤),如加热 DN20 钢管,选内径 25-30mm 的环形线圈。
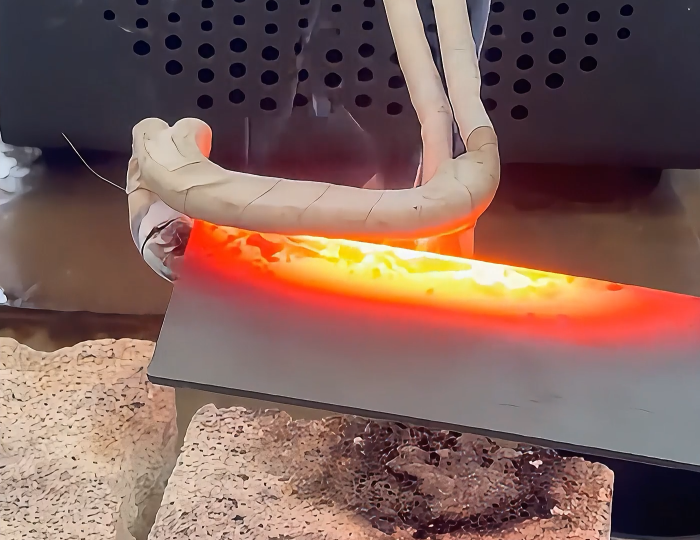
马蹄形 / 开口线圈:适合钢管固定部位加热(如弯管处局部退火、已安装钢管的接口预热)。这类线圈开口设计,可直接 “扣” 在钢管需要加热的区域,无需拆卸钢管,比如管道维修时,不用截断钢管就能对接口处预热,操作更灵活。
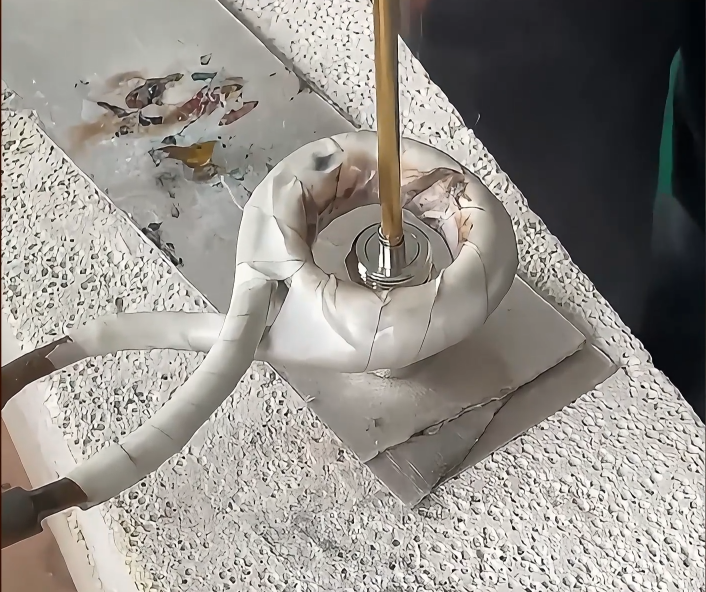
定制异形线圈:若钢管加热部位特殊(如带法兰的接口、不规则弯曲处),可定制与加热部位完全贴合的异形线圈,最大化减少热量散失,提升加热效率。
钢管加热对温度要求严格(如焊接预热需精准到 ±20℃,退火温度需稳定在特定区间),操作时需做好两点:
实时测温:搭配红外测温仪或热电偶,实时监测钢管加热区域的温度。比如焊接预热时,将测温仪对准线圈覆盖的中心区域,当温度达到预设值(如 250℃)时,及时降低功率或停止加热,避免温度过高导致钢管表面氧化、晶粒粗大。
逐步调功率:不要一开始就用最大功率加热,尤其是厚壁钢管。建议从 50% 功率开始,观察温度上升速度,若升温慢则逐步提高功率(每次提升 10%-20%),若局部出现 “过红”(温度过高的表现),立即降低功率,确保温度均匀上升。
手持设备虽操作简单,但涉及高压和高温,必须遵守安全规范:
设备防护:使用前检查设备线缆是否破损、线圈是否有短路(若线圈表面绝缘层破损,会导致短路烧毁设备);加热时线圈不要接触钢管以外的金属物体(如工具、设备外壳),避免产生涡流导致意外加热。
人员防护:佩戴耐高温手套(避免手部接触高温钢管或线圈)、护目镜(防止钢管加热时产生的火花或反光伤眼);加热区域周围不要堆放易燃易爆物品,且保持通风,避免加热产生的油烟积聚。
使用时长:手持设备连续工作时间建议不超过 30 分钟(具体看设备功率,小功率设备可适当延长),避免长时间高负荷运行导致内部元件过热损坏,中途可暂停 5-10 分钟,让设备降温。
相比火焰加热(如乙炔焊枪),用手持感应设备加热钢管,优势很明显:
总之,只要是小直径、短时间的钢管加热需求(如焊接预热、局部退火),手持感应加热设备完全能胜任,且比传统方式更高效、更省心。记住 “选对频率、匹配线圈、控温精准、安全操作” 这四点,就能轻松应对各类钢管局部加热场景,尤其适合现场维修、小批量加工或临时加热需求。




 粤公网安备 44190002003728号
粤公网安备 44190002003728号
