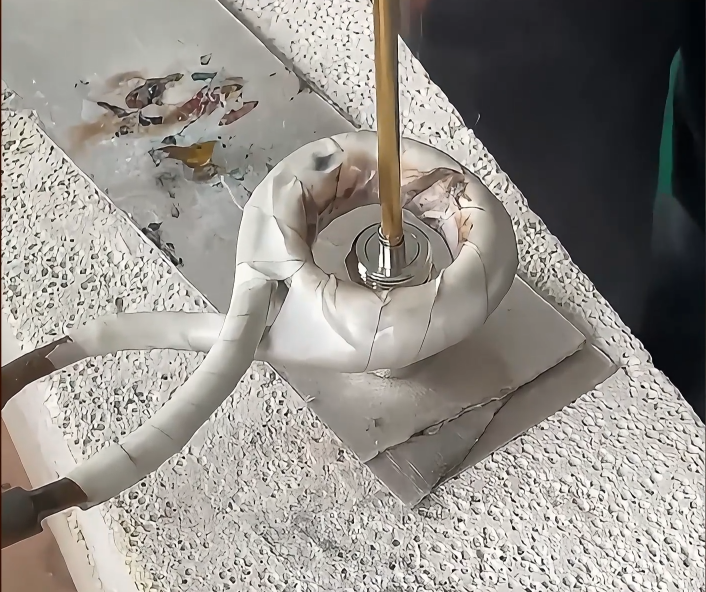
缝纫机梭壳作为线迹形成的核心部件,需在高速往复运动(转速可达 3000-5000r/min)中实现丝线的稳定引导,其耐磨性、抗疲劳强度与韧性直接决定缝纫机的缝纫精度和使用寿命。高频退火热处理通过精准调控材料微观结构,成为改善梭壳性能的关键工艺,尤其适配其高频次、高负荷的工作特性。
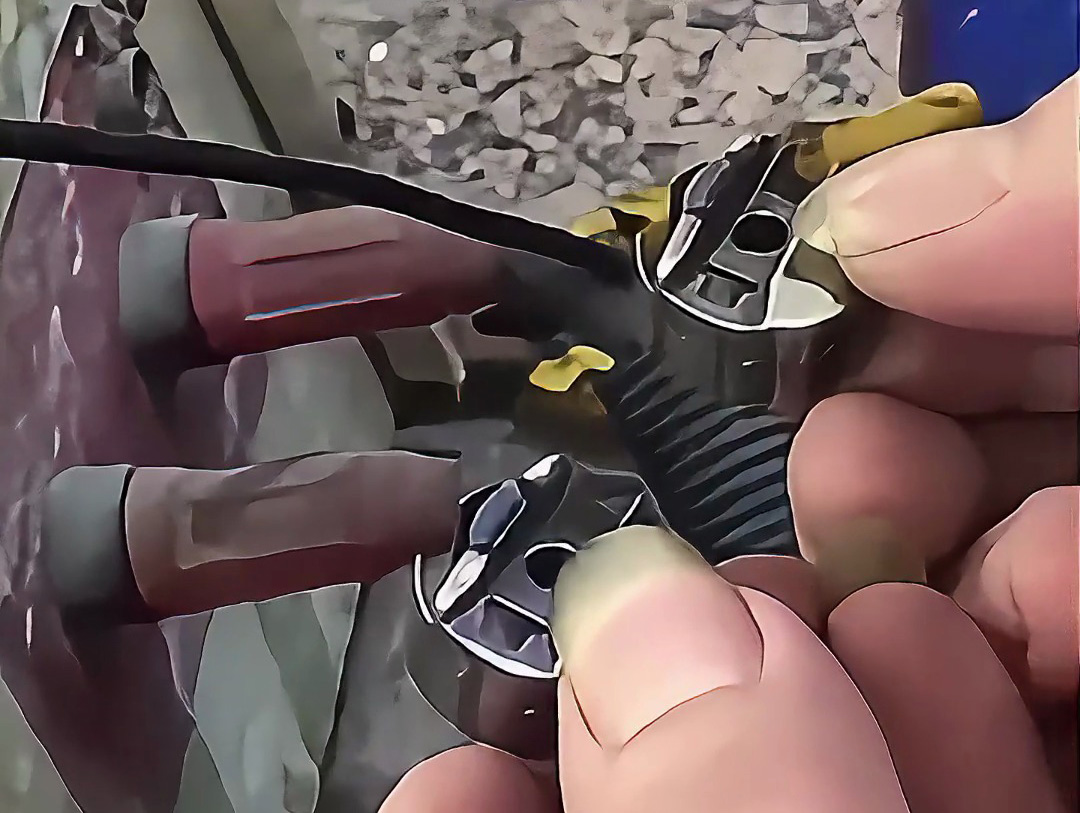
梭壳多采用高碳钢(如 T10A)或合金工具钢(如 Cr12MoV)制造,未处理前因冷加工(冲压、磨削)会产生内应力,导致:
高频退火通过 “加热 - 缓冷” 过程,需实现三大目标:
消除内应力(降低 80% 以上),避免使用中变形;
调整硬度至 HRC28-32(既保证耐磨性,又具备一定韧性);
细化晶粒,提升抗疲劳性能(适应高频往复运动)。
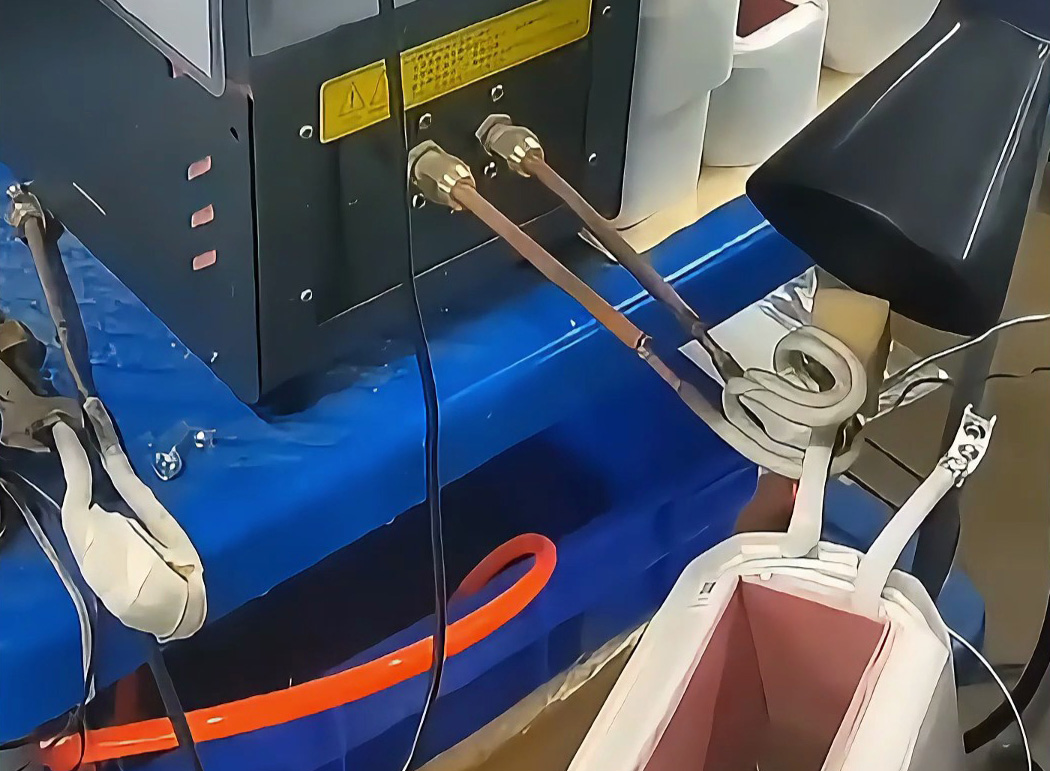
针对梭壳的小型化(通常重量≤50g)、精密结构(内壁公差 ±0.02mm)特点,高频退火(频率 30-80kHz)较箱式炉退火更具适配性:
| 对比项 | 高频退火 | 传统箱式炉退火 |
|---|
| 加热范围 | 仅针对梭壳工作面(如线槽、内壁)局部加热 | 整体加热,非关键区域性能受影响 |
| 效率 | 单件处理时间 10-20 秒,批量每小时处理 2000 + 件 | 单炉需 2-3 小时,效率低 30 倍以上 |
| 氧化脱碳 | 加热时间短,表面氧化层厚度≤5μm | 长时间高温导致氧化层达 20-50μm,需后续打磨 |
| 尺寸精度 | 热影响区小,变形量≤0.01mm | 整体受热,变形量≥0.05mm,需二次校形 |
某缝纫机厂测试显示:高频退火后的梭壳,线槽磨损量从传统退火的 0.15mm / 万小时降至 0.05mm / 万小时,且因内应力消除,卡线故障率降低 60%。
为实现梭壳性能精准调控,高频退火需严格控制以下参数:
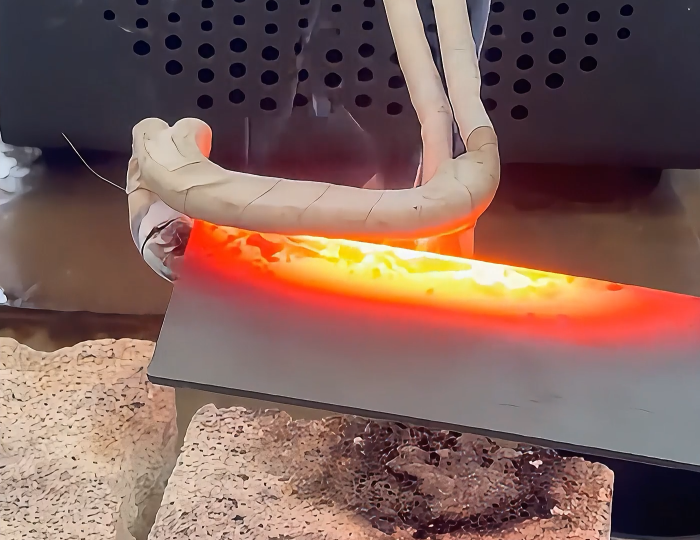
加热温度:根据材质设定(T10A 钢为 680-720℃,Cr12MoV 为 750-800℃),确保材料达到 “完全退火” 温度(珠光体球化),但不超过奥氏体化温度(避免过烧);
保温与冷却:达到目标温度后,保持 10-15 秒(确保内部应力充分释放),随后随炉缓慢冷却(冷却速度≤5℃/ 秒),避免快速冷却重新产生应力;
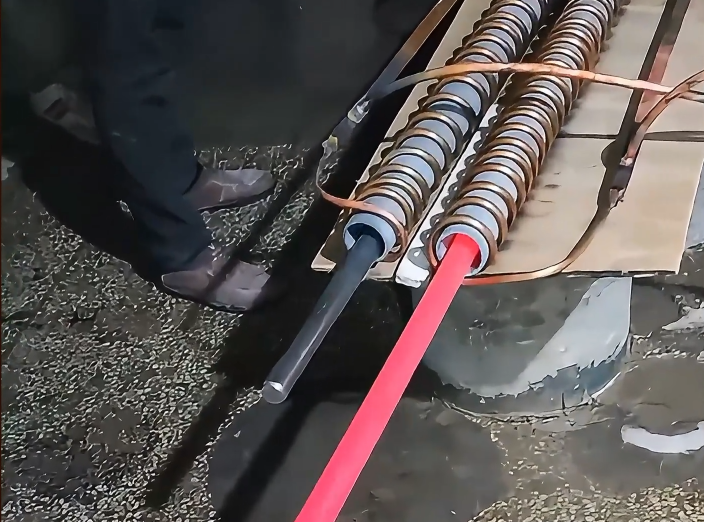
线圈设计:采用仿形感应线圈(贴合梭壳外形),确保线槽、内壁等关键磨损区受热均匀(温差≤±15℃),非工作区(如外壳)温度控制在 300℃以下,减少不必要的性能改变。
高频退火通过微观结构调整,为梭壳带来三方面显著提升:
耐磨性:球化后的珠光体组织更均匀,线槽表面硬度稳定在 HV300-350(约 HRC28-32),丝线摩擦时既能减少梭壳磨损,又避免丝线被 “硬点” 割断;
抗疲劳性:消除冷加工产生的 “应力集中点”,梭壳在高频往复运动中(承受 10-20N 交变力)的疲劳寿命延长至原来的 2-3 倍;
尺寸稳定性:内应力释放后,梭壳在长期使用(环境温度变化 ±20℃)中的尺寸变化量≤0.005mm,确保与梭芯的配合间隙稳定(间隙过大易跳线,过小易卡壳)。
高频退火热处理针对缝纫机梭壳的 “小而精” 特性,通过局部、高效、低变形的加热方式,精准优化了其关键性能指标,成为保证缝纫机高速、稳定运行的隐形保障。对于这类高频次运动的精密部件,退火工艺的 “精准度” 往往比 “强度” 更重要 —— 高频技术恰好满足了这一核心需求。




 粤公网安备 44190002003728号
粤公网安备 44190002003728号
