在电气连接与金属加工领域,铜排焊接质量直接影响导电性能与结构强度。手持式高频焊机凭借电磁感应加热技术,不仅成为铜排钎焊的高效工具,更能实现铝、铁、钢、合金等多种金属的同种 / 异种焊接,为复杂工况提供灵活解决方案。
设备通过 220V 电源驱动 IGBT 模块,将工频电转换为 30-80KHz 高频电流,经柔性感应线圈产生交变磁场。当铜排置于磁场中,内部产生涡流效应快速升温至钎焊温度(如银钎焊 720℃),配合专用钎料实现分子级结合。其独特优势在于:
功率范围:2-10kW(可调),适配 0.5-10mm 厚度金属
频率选择:铜铝焊接用 60-80KHz,钢铁焊接用 30-50KHz
加热效率:较传统火焰焊提升 3 倍,10mm 铜排焊接仅需 8-12 秒
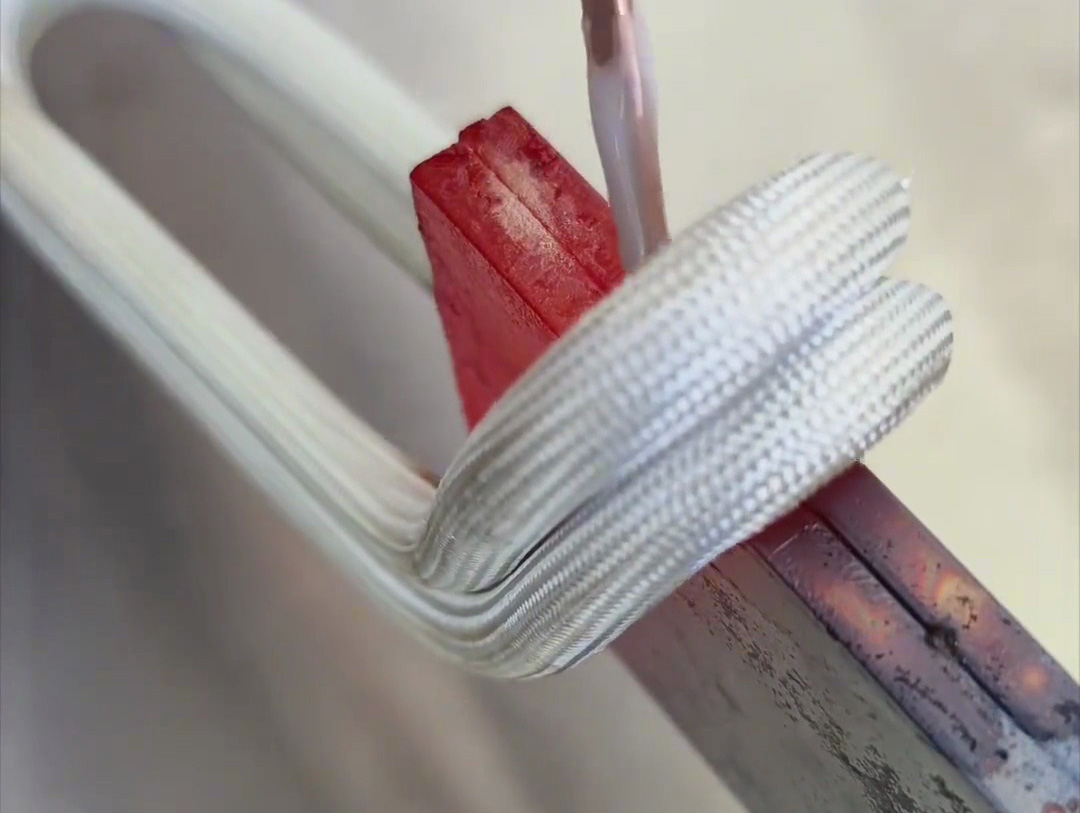
某配电柜生产案例:
工件参数:10mm×80mm 铜排,T2 紫铜材质
工艺参数:功率 8kW,频率 50KHz,银基钎料(BAg45CuZn)
效果:焊点导电率达铜母材 98%,抗拉强度≥250MPa,无虚焊风险
新能源汽车电池连接片焊接:
挑战:铜(熔点 1083℃)与铝(熔点 660℃)热膨胀系数差异大
解决方案:采用阶梯式加热(先铜侧后铝侧),功率 6kW,频率 70KHz
结果:界面形成均匀过渡层,耐盐雾测试(5% NaCl 溶液)1000 小时无腐蚀
工程机械液压管接头焊接:
| 指标 | 高频感应钎焊 | 手工电弧焊 | 激光焊 |
|---|
| 适用金属 | 铜 / 铝 / 钢 / 合金等 | 仅限钢铁 | 需高反射率处理 |
| 热影响区 | ≤1mm | ≥5mm | ≤0.5mm(但成本高) |
| 异种金属兼容性 | 优(可调节参数) | 差 | 良(设备昂贵) |
| 操作门槛 | 5 分钟培训上岗 | 需持证焊工 | 需专业编程 |
| 金属组合 | 钎料类型 | 功率 (kW) | 频率 (kHz) | 加热时间 (秒) |
|---|
| 铜 - 铜 | 银基钎料 | 3-5 | 50-60 | 5-8 |
| 铜 - 铝 | 铜铝专用钎剂 | 6-8 | 70-80 | 10-15 |
| 钢 - 铝合金 | Al-Si-Mg 钎料 | 4-6 | 30-40 | 8-12 |
| 铁 - 铜 | 铜磷钎料 | 5-7 | 40-50 | 6-10 |
表面预处理:金属接触面打磨至镜面,去除氧化层(铜排用钢丝刷,铝件用丙酮清洗)
钎料预置:异种金属焊接时,钎料需偏向高熔点侧(如铜铝焊接时钎料贴铜侧)
线圈适配:根据金属厚度选择线圈匝数(10mm 铜排用 4 匝,5mm 铝件用 6 匝)
温度控制:通过红外测温仪监控,铜铝焊接温度设为 580-620℃(避免铝过熔)
日常保养:线圈每周用酒精擦拭氧化层,水路保持流量≥5L/min
安全操作:佩戴防电磁辐射手环(磁场强度≤2mT),潮湿环境需接地电阻≤4Ω
耗材管理:银钎料消耗量按焊点体积计算(10mm 铜排焊点约 0.5g / 个)
实践表明,手持式高频焊机通过模块化设计与智能控温,打破了传统焊接对金属材质的限制。从铜排到铝合金,从同种金属到异种组合,其高效精准的特性正成为现代制造业应对多品种、小批量焊接需求的标准配置。如需了解特定金属组合的焊接方案,可提供工件样品进行免费工艺测试。











 粤公网安备 44190002003728号
粤公网安备 44190002003728号
