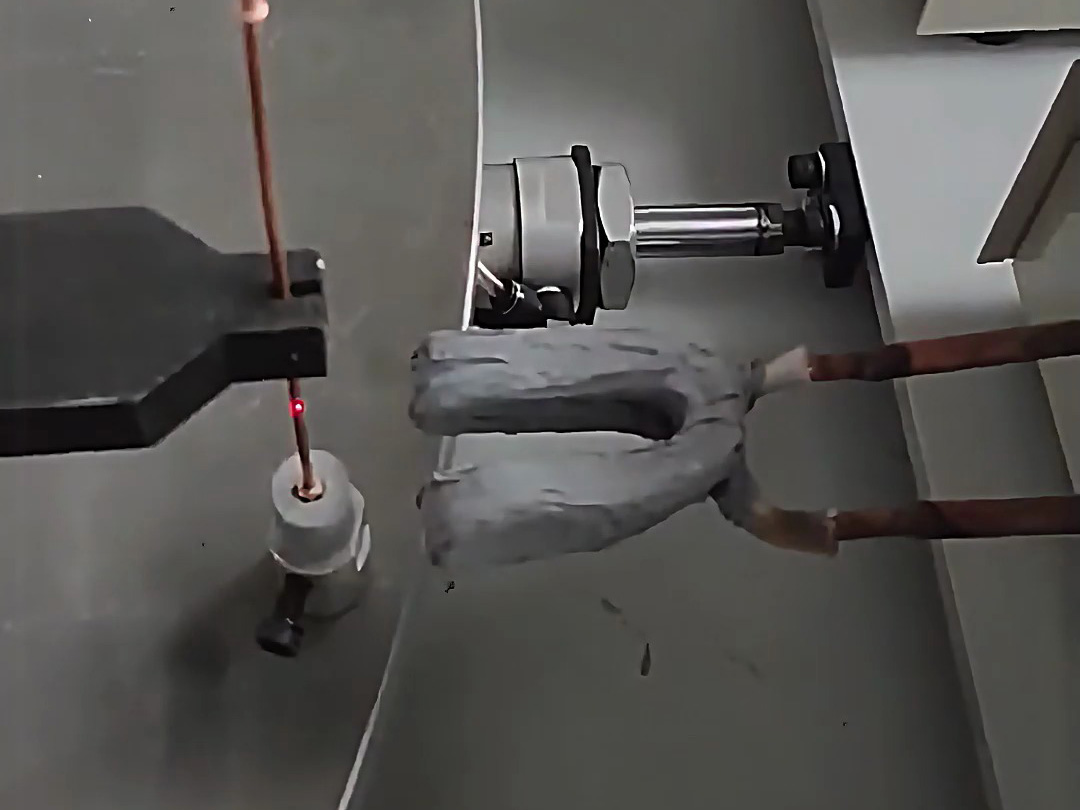
在工厂铜管焊接场景中,高效精准的焊接设备是提升产能与质量的关键。我司采用固定式高频焊机配合旋转盘设计的双工位铜管焊接设备,通过红外线定位与高频机分机伸缩结构,实现了铜管焊接的标准化作业。
设备主体由固定式高频焊机与双工位旋转盘组成:
高频焊接模块:固定式安装,功率输出稳定,适配 Φ6-25mm 铜管焊接需求;
双工位旋转盘:伺服驱动,定位精度 ±0.1mm,可同时承载两根铜管同步作业;
红外线定位系统:通过红外传感器实时捕捉铜管焊接位置,定位误差≤0.2mm;
伸缩式分机结构:高频机分机可自动伸缩移动,缩短焊枪与工件的距离,减少空行程时间。
上料定位:将待焊铜管放置于旋转盘工装夹具,红外定位系统自动识别管口位置;
同步焊接:旋转盘转动至焊接工位,高频机分机伸出,10-15 秒内完成单根铜管焊接;
工位切换:双工位交替作业,旋转盘每 30 秒完成一次工位轮换,实现连续生产。
工艺参数示例(Φ12mm 铜管):
高频功率:8-10kW
加热时间:12 秒
定位方式:红外 + 机械双重校准
该设备在某制冷配件厂的实测数据显示:
产能提升:单台设备日产能达 3000 根,较传统单工位设备效率提升 100%;
精度保障:焊接接头强度≥220MPa,密封性测试(0.8MPa 氮气)泄漏率≤0.5%;
能耗优化:单根铜管能耗 0.08kWh,较火焰焊接降低 35%。
质量检测环节通过目视检查、耐压测试双重验证,确保焊接无虚焊、气孔等缺陷。
日常维护:每周检查红外传感器校准状态、旋转盘轴承润滑;
快速换型:更换工装夹具后,10 分钟内可适配不同管径铜管焊接;
安全设计:设备外壳磁场强度≤1.5V/m,符合电磁辐射安全标准。
这套双工位焊接设备通过结构优化与自动化设计,在保证焊接质量的同时实现高效生产,适用于制冷、暖通等行业的铜管批量焊接场景。











 粤公网安备 44190002003728号
粤公网安备 44190002003728号
