轴承内孔的电磁感应加热安装(热装配)是现代机械制造中高精度装配的核心技术之一。该工艺利用电磁感应原理实现轴承内孔的快速均匀膨胀,解决了传统冷压装配的应力损伤与人工加热的精度缺陷,尤其适用于过盈配合的精密轴承安装。以下从原理、优势、流程及应用场景展开详细解析:
交变磁场激发涡流:感应线圈通入中频或高频电流(频率范围 1-400kHz),产生交变磁场穿透轴承内孔壁;
涡流生热效应:轴承金属(如 GCr15 轴承钢)内产生感应涡流,电能转化为热能,使内孔表面快速升温(加热速度可达 50-200℃/ 分钟);
集肤效应控制深度:通过调节频率控制加热深度(频率越高,热量越集中于表面),例如:
| 步骤 | 操作要点 | 控制参数 |
|---|
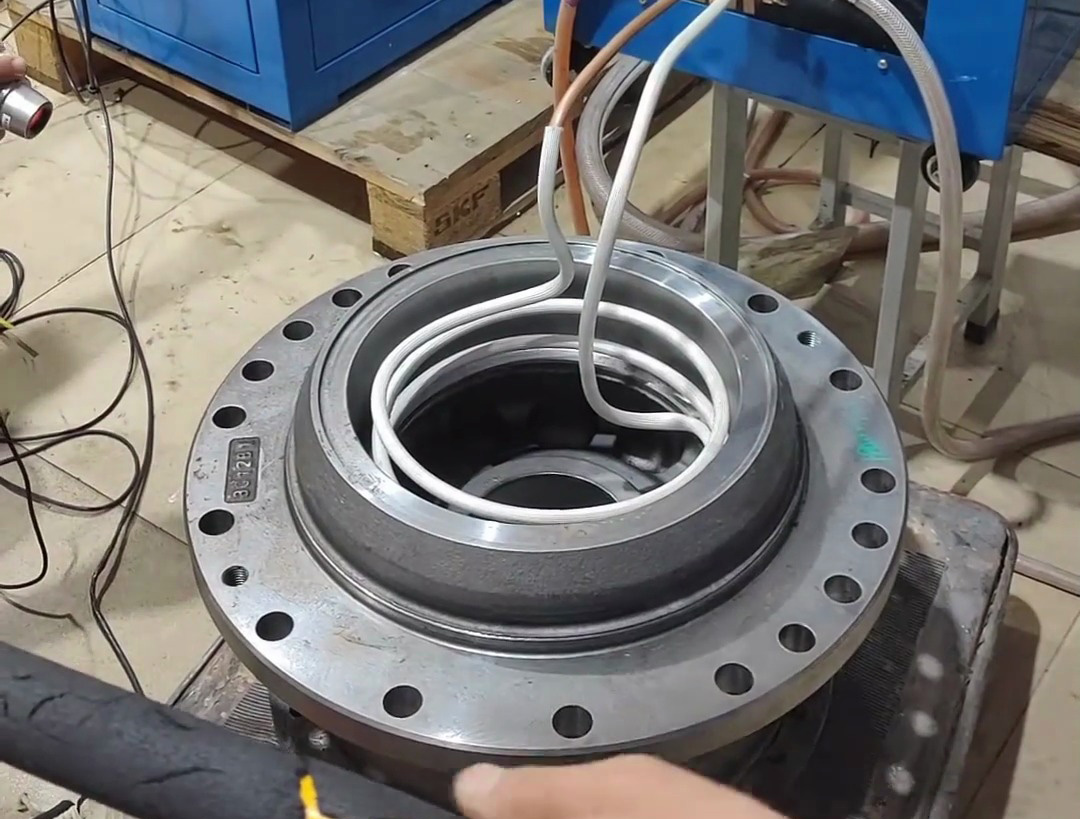
| 定位装夹 | 轴承垂直放置于线圈中心,气动夹具固定防止晃动 | 同轴度误差≤0.1mm |
| 加热启动 | 设定目标温度(如 65℃),选择加热模式(连续加热 / 脉冲加热) | 功率 20-50kW,频率 5-200kHz |
| 膨胀监测 | 红外测温实时反馈,达到目标温度后自动停机(精度 ±2℃) | 加热时间 30-120 秒 |
| 快速装配 | 机械手臂抓取预热轴承,10 秒内完成与轴的套装,确保轴向垂直度误差<0.01° | 装配力≤500N,避免冲击损伤 |
场景:曲轴轴承内孔热装(材质 G20CrNiMo,过盈量 0.03-0.07mm);
工艺参数:频率 20kHz,功率 15kW,加热时间 40 秒,目标温度 50℃;
效果:装配合格率 99.8%,发动机振动值≤2.5mm/s,提升 NVH 性能。
场景:高速电主轴轴承内孔热装(内径 φ150mm,过盈量 0.02mm);
工艺参数:频率 5kHz,功率 30kW,加热时间 90 秒,目标温度 40℃;
效果:轴承径向跳动≤0.003mm,支持主轴转速达 20000rpm。
场景:矿山机械轴承内孔热装(直径 φ400mm,现场无固定产线);
解决方案:便携式中频加热设备(功率 50kW,重量<100kg),搭配可拆卸式线圈;
效率:单人操作,单次装配耗时<5 分钟,较传统液压压装节省 4 小时 / 次。
| 类型 | 频率范围 | 适用轴承内径 | 典型功率 | 加热时间 /φ100mm |
|---|
| 高频设备 | 100-400kHz | φ20-φ100mm | 10-30kW | 30-60 秒 |
| 中频设备 | 1-50kHz | φ80-φ500mm | 20-100kW | 60-180 秒 |
| 维度 | 电磁感应热装配 | 液压冷压装配 | 火焰加热装配 |
|---|
| 装配应力 | 无 | 存在压装应力 | 局部过热应力 |
| 尺寸精度 | 偏差≤±0.005mm | 偏差 ±0.02mm | 偏差 ±0.015mm |
| 适用过盈量 | 0.01-0.3mm | ≤0.08mm | 0.05-0.2mm |
| 环境污染 | 无 | 液压油泄漏风险 | 油烟污染 |
加热时保持轴承与线圈间距≥5mm,避免短路打火;
佩戴防烫手套与护目镜,禁止在加热过程中触碰轴承;
设备接地电阻≤4Ω,防止感应电压触电。
线圈检查:每周清理线圈内壁氧化皮,每月用兆欧表检测绝缘电阻(≥5MΩ);
频率校准:每年由专业人员校准电源输出频率,误差超过 ±3% 时需调试;
冷却系统:定期更换线圈冷却水(建议用去离子水),确保流速≥10L/min。
智能化集成:AI 算法自动优化加热参数,适配不同批次轴承材质差异;
超高频应用:开发 1MHz 以上频段设备,实现纳米级薄壁轴承(如航空轴承)的微秒级加热;
绿色工艺:结合废热回收系统,将加热过程中产生的余热用于车间供暖,综合能效提升至 90% 以上。
轴承内孔的电磁感应加热安装工艺,以 “精准、高效、安全” 的特性,成为高端制造领域的标配技术。其通过电磁感应的 “无形能量” 实现机械装配的 “有形变革”,不仅提升了轴承的服役性能,更推动了制造业向智能化、绿色化方向迈进。无论是精密机床的纳米级精度需求,还是重型机械的现场快速维修,该工艺均以卓越的表现重新定义了现代装配的标准。











 粤公网安备 44190002003728号
粤公网安备 44190002003728号
