发布时间:2026-01-14 已经有1人查过此文章 返回热套热取列表
# 过盈配合装配告别蛮力冷压!感应加热热装工艺高效护件
过盈配合装配还在靠硬敲硬砸、蛮力冷压?不仅费力费时,还容易损伤轴、齿轮的精度和表面,导致部件提前失效!试试**感应加热热装工艺**,用设备加热工件内孔实现精准装配,省心又护件!

传统冷压装配的弊端十分明显:强行将轴压入工件内孔时,巨大的挤压力会划伤工件内孔和轴的表面,破坏尺寸精度;对于高精度齿轮、轴承等部件,冷压还可能引发内部应力集中,埋下后期开裂、磨损加速的隐患,同时需要配套大型压装设备,投入成本高。
而感应加热热装工艺的核心逻辑,是**利用金属热胀冷缩特性,实现无损装配**:
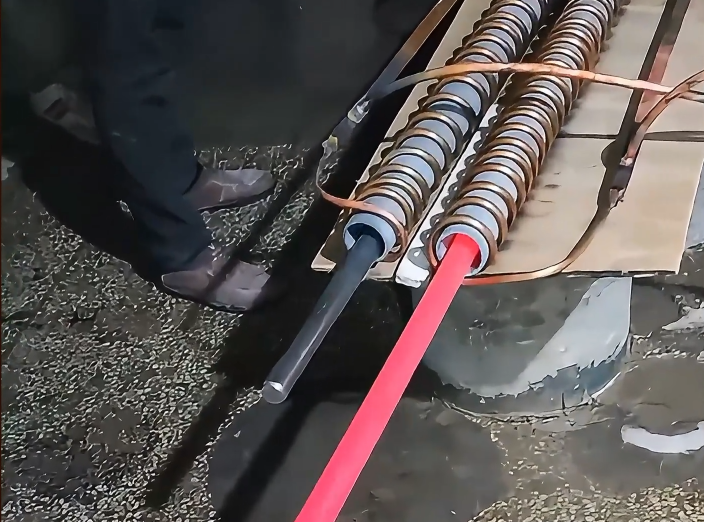
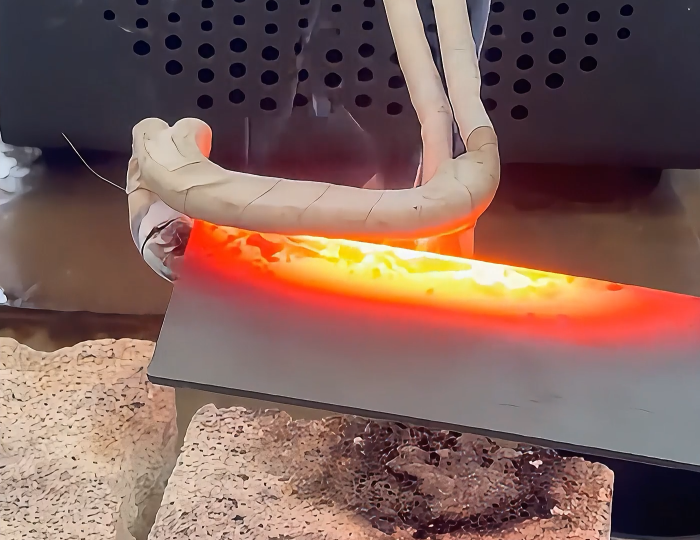
1. **精准加热内孔,膨胀可控**
借助感应加热设备的电磁感应涡流加热技术,热量精准聚焦于工件内孔表层,快速升温至预设温度。内孔受热后均匀膨胀,孔径扩大至可轻松套入轴或齿轮的尺寸,整个过程工件外表面温度低、变形小,完全不影响整体精度。
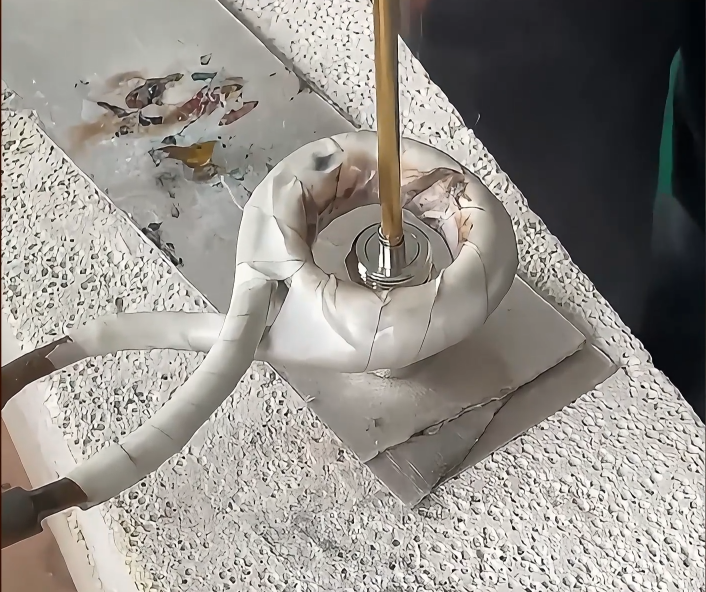
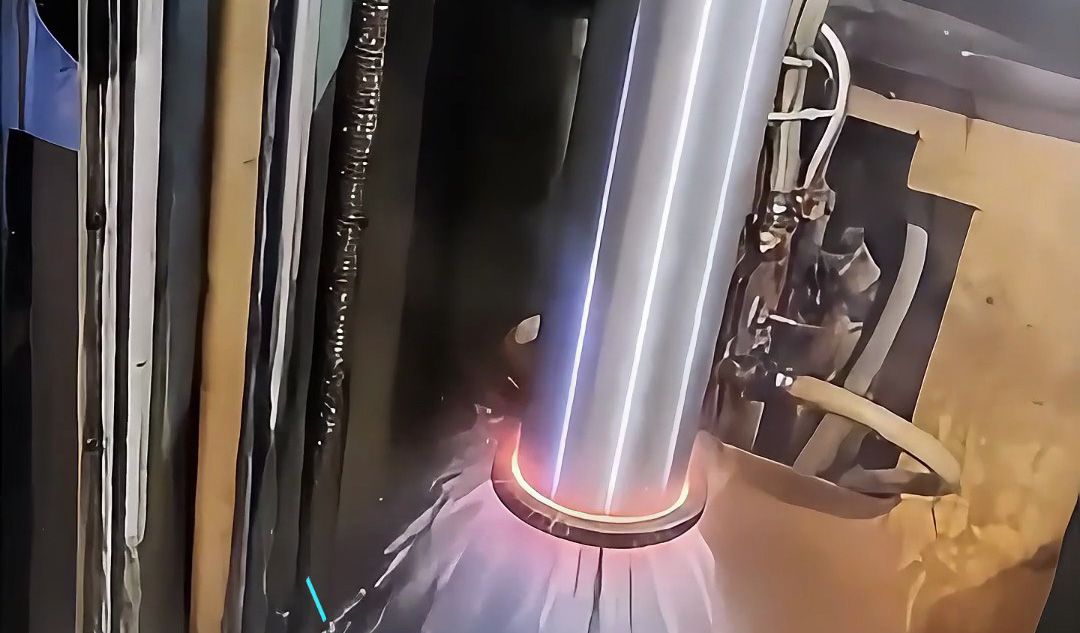
2. **无损伤装配,提升部件寿命**
无需敲击、挤压,轴或齿轮可平稳放入膨胀后的内孔。待工件自然冷却或可控冷却后,内孔收缩,与轴、齿轮形成紧密的过盈配合,连接牢固可靠。全程无机械损伤,完美保留部件原有精度和表面质量,大幅延长设备运行寿命。
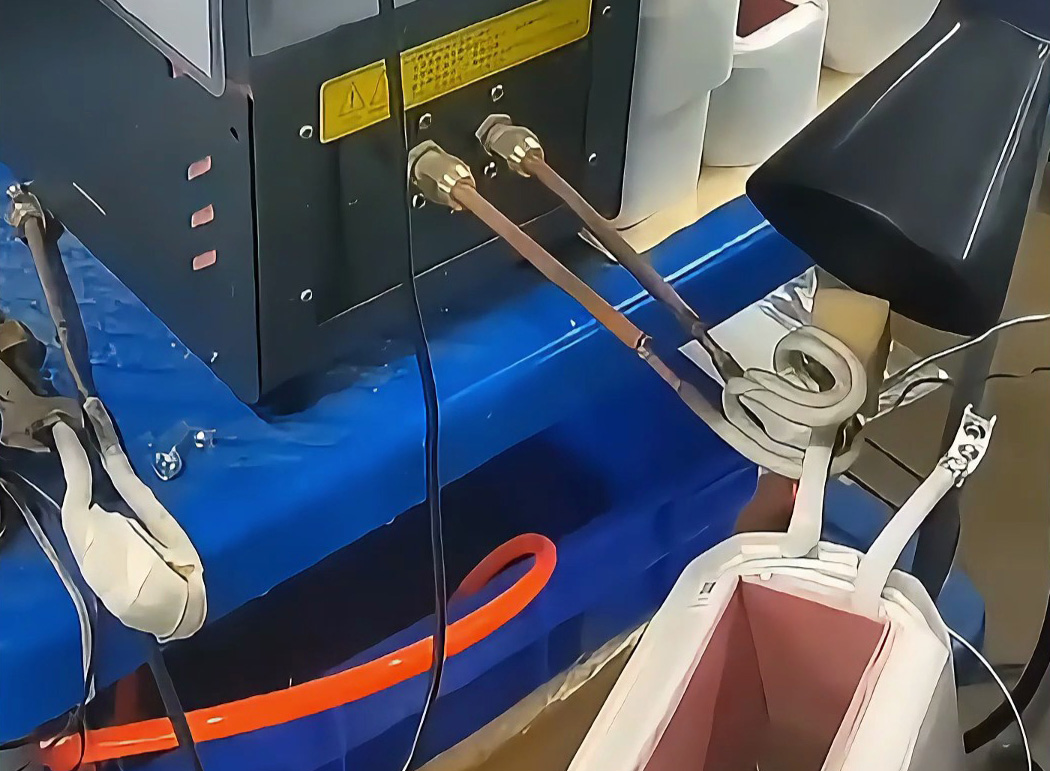
3. **高效便捷,适配多种工件**
加热速度快,单件热装耗时仅需数分钟,相比冷压效率提升数倍;且适配齿轮、轴承、辊筒等多种过盈配合部件的装配,无论是小型精密零件,还是大型工业构件,都能轻松应对。
对追求装配精度和部件寿命的制造企业来说,感应加热热装工艺是过盈配合装配的最优解,彻底告别蛮力操作的痛点!




Copyright © 2026 广东海拓智能科技有限公司 版权所有 粤ICP备14033160号  粤公网安备 44190002003728号
粤公网安备 44190002003728号
地址:中国广东省东莞大岭山镇大畔田路102号

