发布时间:2025-12-08 已经有1人查过此文章 返回焊接技术列表
用手持式高频焊机焊接铜管,凭借无明火、控温准的优势,操作起来比传统火焰焊接更简单,适配空调、水暖等场景的紫铜、黄铜管焊接,下面以常用的预设焊环方式为例,手把手教你完成焊接,具体步骤如下:
1. **前期准备,筑牢焊接基础**
1. **材料与工具筹备**:先备好待焊铜管、适配的铜磷焊环(内径略大于铜管外径),若用焊料则选低银或无银铜磷焊料;再准备砂纸、铜刷、夹具、防护眼镜和耐高温手套。同时要依据铜管直径选感应线圈,比如Φ6 - 20mm铜管适配8 - 25mm的环形线圈。
2. **材料清洁处理**:用砂纸或铜刷打磨铜管接口及周边区域,彻底清除氧化层和油污,这是保证焊料能充分浸润的关键。要是管径不同,把细管插入粗管1 - 2mm,预留出焊料填充的空间。若用焊环,直接将其套在接口处,松动的话可缠一圈细铜丝固定。
3. **设备调试检查**:接通焊机电源,打开设备空开后触摸屏会亮起,接着启动电源开关,待蜂鸣器报警后,通过触摸屏操作让冷水机开始工作。再按铜管规格调参数,比如10mm左右的铜管可将功率设为70%,大管径铜管则把功率调至5 - 15kW区间内更高数值,完成后保存参数。
2. **核心操作,精准完成焊接**
1. **定位固定**:用夹具把铜管接口对齐,保证接口间隙≤0.1mm,防止焊接时移位,同时确保焊环紧紧贴合接口缝隙,避免加热后焊料无法均匀填充。
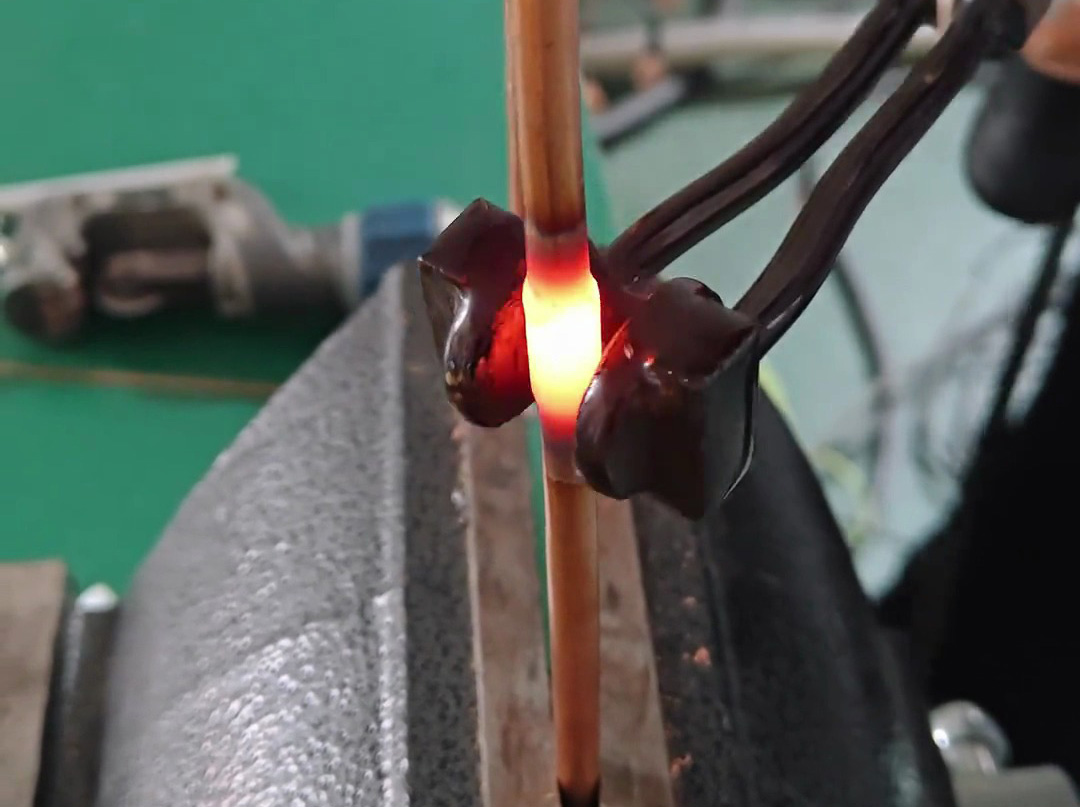
2. **高频加热**:手持感应线圈套在焊环位置,保持线圈和铜管表面2 - 3mm的距离,启动设备。高频磁场会让铜管和焊环快速发热,一般10 - 20秒内焊环就会熔融,看到焊料沿缝隙均匀流淌就说明加热到位。要是用添加焊料的方式,等铜管加热到发红(约650℃)时,用镊子夹着焊料接触接口即可。
3. **停温成型**:等焊料完全填满缝隙后马上断电,保持接口不动3 - 5秒让其自然冷却,待焊料凝固后,一个密封的焊口就成型了。注意这期间别触碰接口,既避免烫伤,也防止焊口变形。
3. **焊后收尾,保障焊接质量**
1. **外观检查**:观察焊口,合格的焊口应饱满无气泡,焊料均匀覆盖接口一周。若有焊料堆积,可用细砂纸轻轻打磨平整。
2. **额外检测**:若是用于空调、水暖等承压场景,冷却后还可做简单的耐压测试,确保焊口无泄漏。
3. **设备维护**:用干布擦拭感应线圈,清除上面的金属碎屑,避免影响后续使用,之后再关闭设备电源和冷水机。
另外还有些小禁忌要注意,加热时间别超30秒,不然薄壁铜管容易变脆;潮湿环境会让焊口产生气孔,尽量避开;而且焊后30秒内别碰接口,防止烫伤和焊口损坏。











Copyright © 2026 广东海拓智能科技有限公司 版权所有 粤ICP备14033160号  粤公网安备 44190002003728号
粤公网安备 44190002003728号
地址:中国广东省东莞大岭山镇大畔田路102号

