高频锡焊技术在通讯天线腔体移相器焊接中的应用优势
在通讯天线行业的精密制造领域,腔体移相器作为调节电磁波相位的核心部件,其焊接质量直接影响天线的信号传输精度与稳定性。高频锡焊技术凭借对温度、时间的精准控制及非接触式加热特性,成为腔体移相器焊接工艺的理想选择,为提升通讯设备可靠性提供了关键技术支撑。

一、精密控制实现焊点性能优化
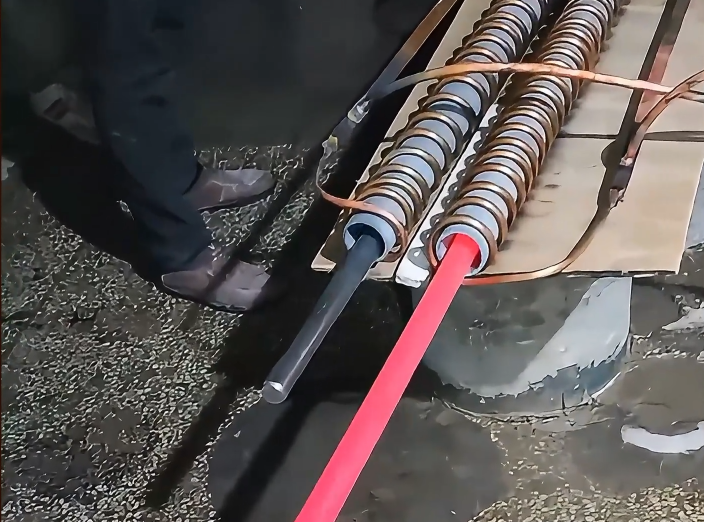
腔体移相器内部集成多组金属导体与电子元件,焊点需同时满足机械强度与导电性能的双重严苛要求。高频锡焊技术通过电磁感应原理实现局部快速加热,可将焊接温度波动控制在 ±2℃范围内,加热时间精确至 0.1 秒级。在某 5G 通讯天线生产线上,技术人员对腔体移相器的微带线与金属腔体进行焊接时,通过预设 230℃的焊接温度与 3 秒加热时间,锡料均匀浸润焊接界面,形成厚度约 0.15mm 的致密焊点。经万用表测试,焊点接触电阻低于 5mΩ,抗拉强度达 8N・m,均优于传统烙铁焊接工艺(接触电阻约 10mΩ,抗拉强度 5N・m),确保了信号传输的低损耗与连接可靠性。
二、非接触式加热守护敏感元件
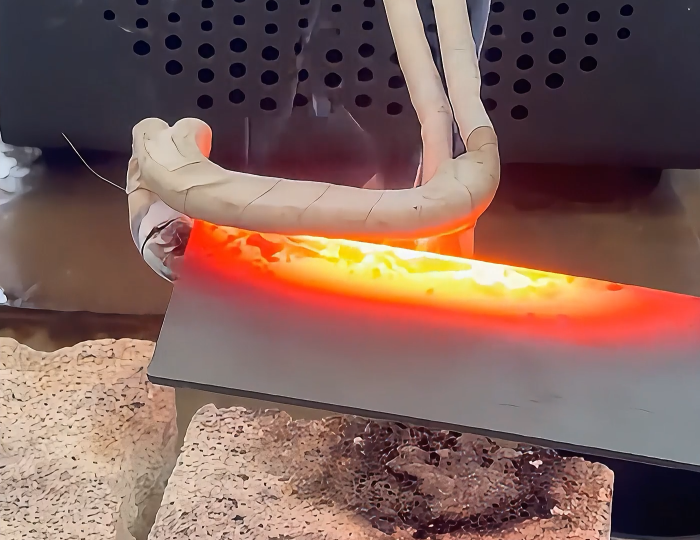
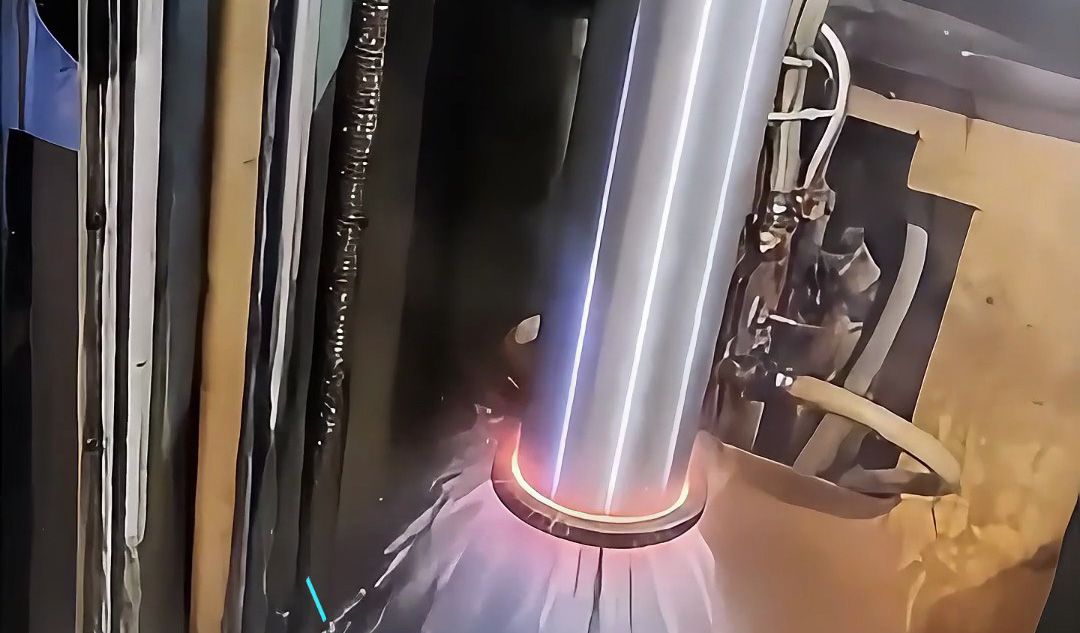
腔体移相器内部常包含 MEMS 芯片、射频电容等热敏元件,传统接触式焊接(如电烙铁)的热传导易导致元件局部过热失效。高频锡焊的非接触式加热特性则可规避这一风险 —— 感应线圈与焊接部位保持 5-10mm 距离,通过电磁场激发金属自身产热,热影响区控制在焊点周围 2mm 范围内。在某基站天线腔体移相器的批量焊接中,采用高频锡焊技术后,元件热损伤率从传统工艺的 12% 降至 1.5%。经高低温循环测试(-40℃~85℃,50 次循环),焊点无开裂、脱焊现象,设备使用寿命较传统工艺提升 30% 以上,有效降低了通讯基站的维护成本。
三、工艺适配性与生产效率提升
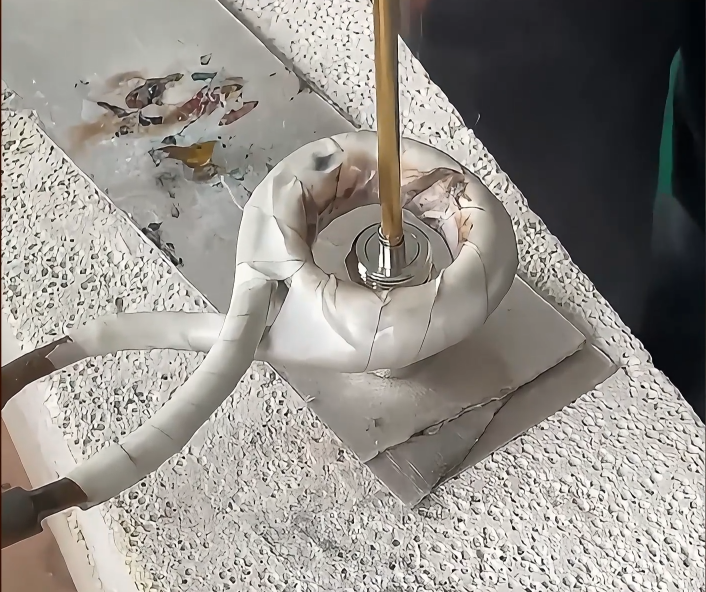
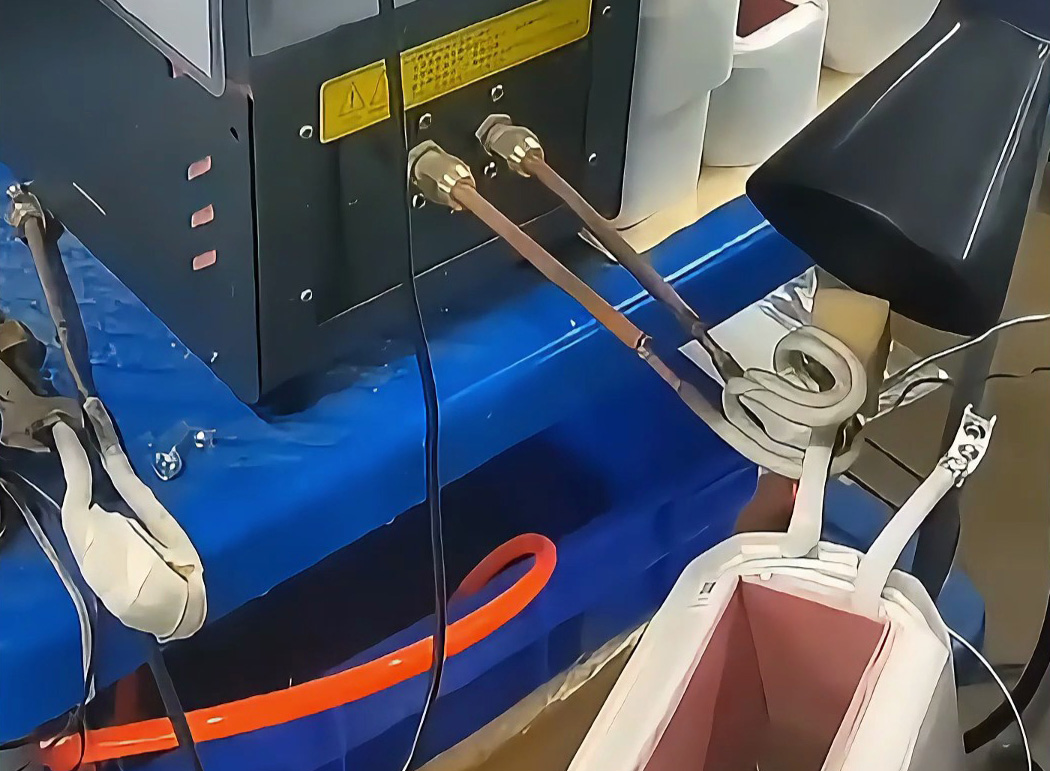
高频锡焊技术支持多规格焊点的灵活切换,通过更换不同尺寸的感应线圈,可兼容腔体移相器中直径 0.3mm 的细导线焊接与面积 10mm² 的平面焊接需求。某通讯设备制造商引入全自动高频锡焊生产线后,单个腔体移相器的焊接时间从人工操作的 15 分钟缩短至 2 分钟,产能提升 7 倍的同时,焊接一致性达到 99.2%。此外,设备的智能温控系统可存储 20 组以上工艺参数,一键切换不同型号产品的焊接程序,显著缩短换型时间,满足通讯行业多品种、小批量的快速响应需求。
四、典型应用场景与效果对比
焊接场景 | 高频锡焊技术 | 传统烙铁焊接 |
温度控制精度 | ±2℃ | ±10℃ |
热影响区范围 | ≤2mm | ≥5mm |
焊点平均电阻 | <5mΩ | 8-10mΩ |
元件损伤率 | <2% | 10-15% |
单件焊接耗时 | 1-3 分钟 | 10-15 分钟 |
高频锡焊技术以其 “精准控温、温和加热、高效生产” 的特性,精准契合通讯天线腔体移相器的精密焊接需求。随着 5G/6G 通讯技术对设备小型化、高可靠性要求的提升,该技术将持续赋能通讯行业,推动天线制造工艺向智能化、精细化方向升级,为构建更稳定、高效的无线通信网络奠定基础。




 粤公网安备 44190002003728号
粤公网安备 44190002003728号
