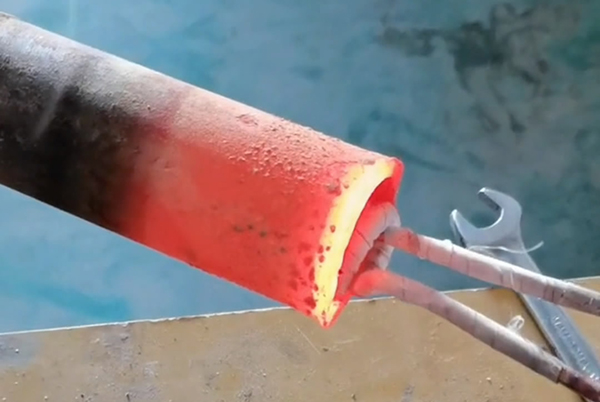
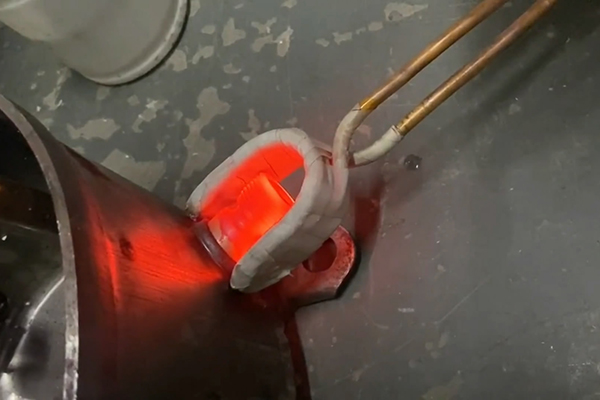
什么是花键轴热处理?目的是什么?花键轴是材质为42CrMo钢,加工流程为锻坯—调质—机加工—表面感应淬火—精磨—探伤—入库。热处理技术要求为:调质266~311 HB, 淬火部位表面硬度≥52 HRC;法兰盘硬化层深度2~4 mm,宽度12 mm±3 mm;轴身顶部齿根以下部位硬化层深度2~3 mm;其余部位4~6 mm。对于汽车半轴表面的中频感应淬火,为了提高其扭转强度,技术要求其硬化层必须从法兰盘的圆弧面开始,直到花键的顶端,通常采用装了导磁体的圆环感应器。

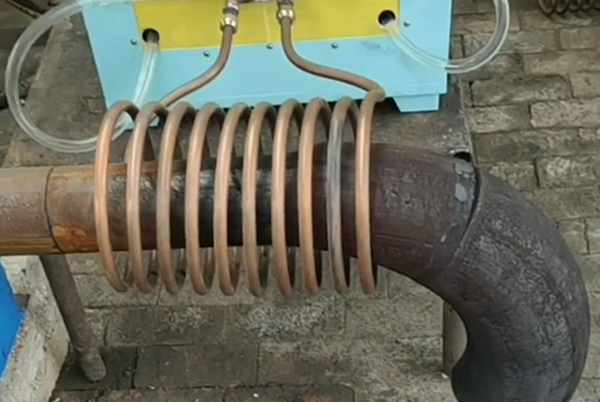
而该花键轴与汽车半轴的硬化层结构相比较,有其特殊之处:一是花键轴轴身与法兰盘非圆弧面过渡,存在一个凸台;二是花键轴轴身形状不规则,呈阶梯状。因此,单凭在常规的圆环型感应器上加装导磁体是很难达到技术要求的。需要设计双半圈感应器来完成任务。工艺花键轴的特殊结构决定了加热方式只能采用连续加热。对于从下到上的过渡圆弧处,利用该设备可以实现感应器与工件间相对位置的移动,从而在整个加热过程中实现两者间的相对移动,保证感应器与加热表面间的相对距离基本保持不变,以提高加热效果。
东莞市海拓机电设备有限公司,是国内较早研制中高频感应加热设备的生产厂家,集聚多位专业从事感应加热设备工程师专家、集研发、设计、生产制造、销售、服务于一体民营企业。拥有强大的技术研发团队,经验丰富,根据工件和工艺量身定制自动化感应加热成套设备,免费为客户提供个性化工艺解决方案。以及在国内各个地区较完备的售后服务体系,使我们赢得了国内众多企业的信赖,有为他们提供品质产品和服务的经验,欢迎到公司参观考察。
淬火机床轴类半自动化淬火 海瑞拓长轴(管)类中频调质淬火回火热处理设备 机床主轴淬火设备高频感应淬火炉 车轴淬火热处理后发生变形和开裂的应对措施 轴类高频淬火设备出现淬火裂纹原因与预防措施 广东东莞高频淬火设备齿轮轴类淬火机床 齿轮传动轴热处理设备厂家