发布时间:2021-09-27 已经有1人查过此文章 返回感应焊接列表
钎焊是用熔点低于母材的钎料和低温加热连接焊件的方法。加热温度低于母材熔点,高于钎料熔点。液态钎料润湿母材,通过毛细作用吸入并填充焊件接缝之间的微小组装间隙,与母材相互扩散,实现连接。
 第一,钎焊的类型。
第一,钎焊的类型。
根据钎料熔点的不同,钎焊可分为硬钎焊和软钎焊。
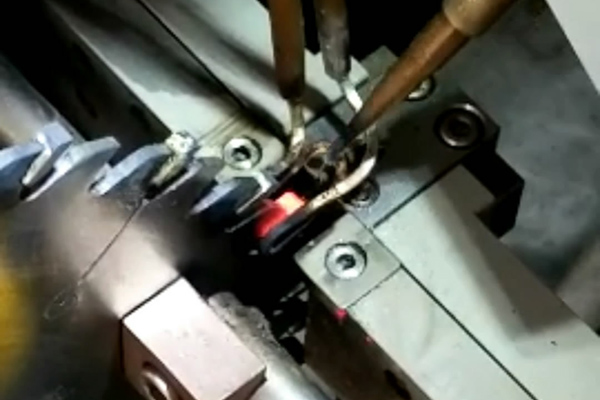
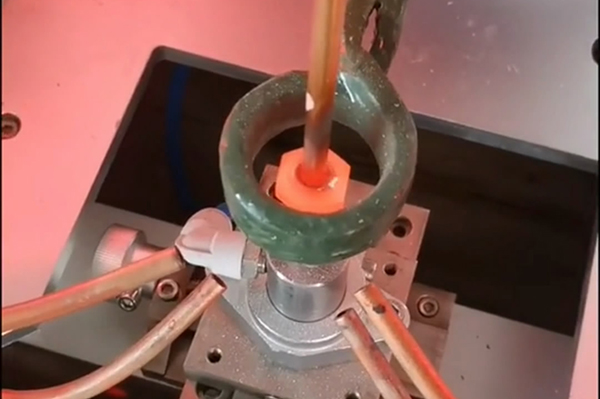
硬钎焊:钎料熔点高于450℃,包括铜基、银基和镍基。加热方法包括火焰加热、炉内加热、电阻加热、高频感应加热、盐浴等。接头强度在200MPa以上,适用于应力大或工作温度高的焊件。
软钎焊:钎料熔点低于450℃,锡铅合金应用最广泛。软钎焊常用烙铁加热,也可用火焰或其他方法加热。这种钎焊接头强度低,一般不超过70MPa,只用于应力小或工作温度低的焊件。
第二,钎焊构件的接头形式。
通常采用板材搭接和套件镶接。这些接头具有较大的钎接面,以弥补钎料强度低的不足,保证接头具有一定的承载能力。接头之间应有良好的配合和适当的间隙。间隙过小,会影响钎料的渗透和湿润,无法完全焊接。间隙过大,不仅浪费钎料,而且降低钎焊接头的强度。所以钎焊接头的间隙值一般为0.05~0.2mm。
钎焊的特点和应用。

钎焊的优点是加热温度低,母材的金属组织和机械性能变化小,变形小;钎焊平整美观,尺寸准确,焊件无需加工;焊件整体加热时,可同时钎焊多个钎焊,生产率高。缺点是钎焊前焊件准备要求高;接头强度低,工作温度低,尤其是软钎焊件;以及钎料成本高。因此,钎焊不适用于焊接一般钢结构件、重载和动载件。




Copyright © 2023 广东海拓智能科技有限公司 版权所有 粤ICP备14033160号  粤公网安备 44190002003728号
粤公网安备 44190002003728号
地址: 广东省东莞市大岭山镇莞长路大岭山段688号

