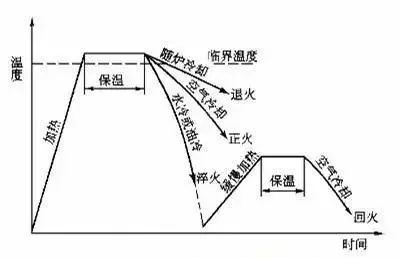
热处理工艺一般分为预先热处理和最终热处理。预先热处理是为了消除或改善前道工序引起的某些缺陷, 为最终热处理做准备。退火和正火是零件预先热处理的主要方式。在某些情况下, 若零件经退火或正火后已满足要求, 这时的退火和正火工艺就作为最终热处理。
(1 ) 正火工艺
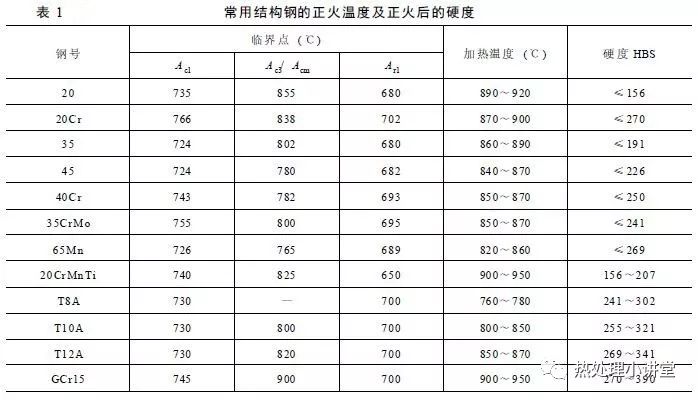
正火是将钢加热到Ac3 (或Acm ) 点以上30~50℃ , 保温适当时间, 然后在空气中冷却 的热处理工艺。正火后得到含有珠光体的均匀组织。 正火的目的, 对于中、低碳钢的铸、锻件主要是细化晶粒, 并使组织均匀化, 提高低碳钢工件的硬度和切削加工性能, 消除切削加工后的硬化现象和去除内应力; 对于过共析钢,主要是消除网状碳化物, 为后续热处理做组织准备。正火加热温度在实际生产中常常略高一些, 以促使奥氏体均匀化, 增大过冷奥氏体的稳定性。常用结构钢的正火温度及正火后的硬度见表1。
中小型零件正火一般采用热炉装料。大型零件应注意控制装料时的炉温, 形状简单的碳素结构钢或低合金钢可以随炉升温, 不控制加热速度; 但对于形状复杂或中、高合金钢则应严格控制加热速度。中、高合金钢因合金元素含量高, 导热性差, 所以加热速度不宜过快,在低于600~700℃的阶段, 加热速度控制在30~70℃/ h , 温度超过700℃后可增大到80~100℃/ h。 保温时间应充分考虑钢的成分、工件的尺寸和形状、装炉量以及采用的加热炉特性等因 素。合金钢的保温时间比碳钢长一些, 工件越大, 装炉量越多, 保温时间也越长, 一般可按1 . 5~2 . 5 min/ mm (厚度或直径) 估算。 冷却方式应根据钢的成分、工件的尺寸和形状以及正火的性能要求确定。一般小件可在 空气中冷却, 大件可用吹风冷却或喷雾冷却。但对于一些高合金钢, 空气冷却已超过其临界 冷却速度, 属于淬火而非正火。
(2 ) 正火工艺的应用
正火可用于普通结构零件的最终热处理, 经过正火改善其铸造或锻造后的组织, 细化晶粒。对于比较重要的零件, 经过正火可使不正常组织变为正常, 粗大组织得到细化, 这样不仅可改善切削加工性, 减小加工的表面粗糙度值, 而且还可减少淬火时变形和开裂的倾向。 对于过共析钢来说, 由于正火时析出的二次渗碳体量较少, 难以形成连续的网状, 有利于球化, 故过共析钢在球化退火之前往往要先进行一次正火, 以抑制网状二次渗碳体的形成。
退火
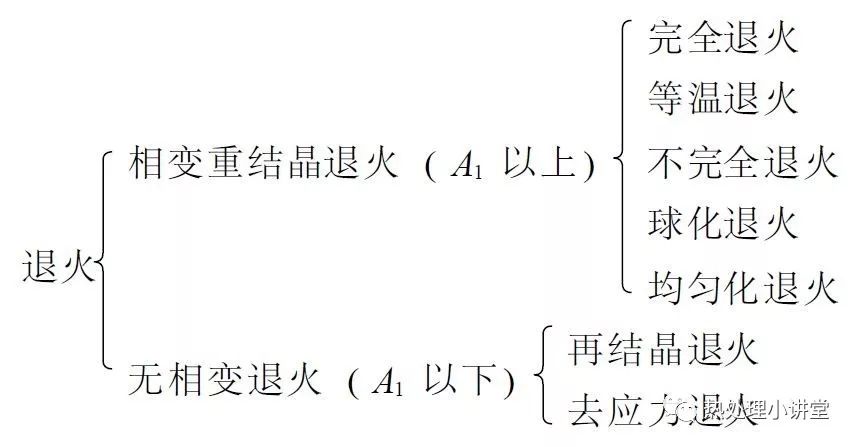
1退火是将金属或合金加热到适当温度, 保温一定的时间, 然后缓慢冷却的热处理工艺。 退火的主要目的是降低硬度, 改善力学性能, 消除或减少内应力, 稳定尺寸, 消除组织缺陷, 均匀化学成分, 为最终热处理做准备。 退火的种类很多, 通常根据退火加热温度可分为:
(1 ) 完全退火
完全退火是将铁碳合金加热到完全奥氏体化, 保温一定时间, 随后缓慢冷却, 获得接近平衡状态组织的退火工艺。其目的是降低硬度, 改善加工性, 消除内应力, 细化组织, 为后续热处理做准备。完全退火主要用于中、低碳钢的铸件、锻件、热轧钢材, 有时也用于焊接结构件。铸件冷凝过慢或锻轧件终锻终轧温度过高, 会引起奥氏体晶粒粗大, 使钢材的塑性和韧性下降; 焊接件会因过热引起组织粗化、内应力和硬度高等缺陷, 这些都可采用完全退火来消除和改善。 完全退火的工艺参数主要有加热温度、加热速度、保温时间和冷却速度等, 其工艺要点如下: 1) 加热温度。一般情况下, 碳钢的完全退火温度选用Ac3 + ( 30~80℃) , 合金钢选用 Ac3 + (50~100℃)。为了加快奥氏体化的过程, 减少工艺保温时间, 在生产中往往采用较 高的加热温度, 而对含有多种合金元素的合金钢, 常采用更高的温度。常用钢的完全退火温 度见表2。

2) 加热速度和保温时间与正火完全相似。 3) 冷却速度。在实际生产中, 冷却速度过慢, 会造成工件硬度过低; 冷却速度过快,会造成硬度偏高。一般情况下, 碳钢的冷却速度为100~150℃/ h , 低合金钢的冷却速度为50~100℃/ h , 高合金钢为20~70℃/ h , 工件随炉冷到500℃左右可出炉空冷, 也可在缓冷坑中冷却。
( 2) 不完全退火
将钢加热到Ac1 ~ Ac3 ( 或Ac1 ~ Acm ) 之间, 经保温后缓冷的方法称为不完全退火。它适用于亚共析钢或过共析钢。如图1所示为不完全退火工艺示意图。 钢在不完全退火时的组织尚未完全奥氏体化, 即铁素体或渗碳体未完全溶入奥氏体, 因此不完全退火只能降低和消除应力, 不能细化组织。与完全退火相比, 除退火温度外, 其他工艺参数一样。
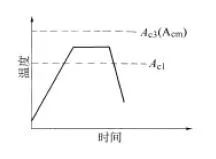
图1 不完全退火工艺示意图
(3 ) 再结晶退火
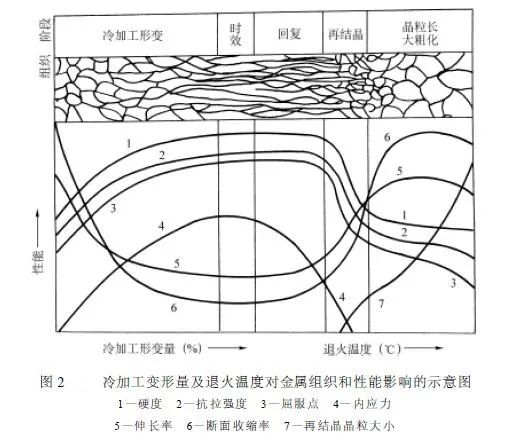
在冷变形加工中, 金属的硬度、强度和内应力随形变量增加而增大, 塑性随形变量增加而降低, 若随后对其加热, 随着温度的升高, 组织和性能有恢复到冷变形加工前状况的趋势。将经过冷变形的金属在再结晶温度以上加热, 使变形了的晶粒重新形核, 变为细小的等轴晶粒, 同时消除冷作硬化, 使硬度降低, 内应力基本消除, 这种工艺称为再结晶退火。一般钢材的再结晶退火工艺是在600~700℃保温1~3 h 后空冷。 如图2 所示为冷加工形变量及退火温度对金属组织和性能影响的示意图。由图可知, 经过再结晶退火, 可使金属的内应力消除, 硬度、抗拉强度下降, 塑性显著提高。

正火与退火的选择
正火与退火在某种程度上有相似之处, 它们在实际生产中, 有时是可以相互代替的。退火或正火的选用主要从如下三方面考虑: (1 ) 从使用性能上考虑
如果钢件的性能要求不太高, 随后不再进行淬火与回火的话, 则往往可以用正火来提高力学性能; 但如果零件的形状比较复杂, 正火的冷却速度有形成裂纹危险的话( 如复杂或大型的铸件) , 则应采用退火。另外, 从减少最终热处理(淬火) 的变形开裂倾向来看, 退火比正火好。
(2 ) 从切削加工性上考虑
一般来说, 金属的硬度在160~240HBS 范围内的切削加工性能比较良好, 过高的硬度不但难以加工且会造成刀具很快磨损, 而过低的硬度则形成很长的切屑缠绕刀具, 造成刀具的发热和磨损, 加工后零件表面粗糙度较大。低、中碳结构钢以正火作为预先热处理比较合适, 高碳结构钢和工具钢则以退火较好。
(3 ) 从经济上考虑
正火比退火的生产周期短, 能耗少且操作简单, 故在可能的条件下应优先考虑以正火代替退火。
-End-




 粤公网安备 44190002003728号
粤公网安备 44190002003728号
