发布时间:2020-05-27 已经有1人查过此文章 返回感应淬火列表
(1)加工难点
马氏体不锈钢工件内孔高频表面淬火采用同时加热的方式,其加工难点在于不锈钢材质和内孔表面淬火。
高频感应加热过程中,温度超过材料失磁点(钢铁材料失磁点温度一般在700~800℃)时,材料电磁感应能力降低,加热速度下降数倍,进一步加热困难。而不锈钢热处理温度高,均在1000℃以上,加热到材料的淬火温度难度更大。另一方面,由于其热处理温度高,接近材料的熔点,虽然失磁点以上加热速度降低,但较常规热处理加热速度仍很快,又难以控制,存在发生零件表面过热熔融的风险。
环状效应是感应加热的三大效应之一,也是造成内孔加热困难的原因所在。即使用感应圈对工件进行加热时,通过感应圈的电流集中在感应圈的内侧表面。加热工件外圆表面时,感应圈内侧表面与工件外侧表面相对应,有利于工件的加热,而加热工件内孔表面时,方向则正好相反,会使感应器的电效率显著降低,不利于工件的加热。而且,进行内孔感应淬火时,加热面在工件内部,操作者从外部不易直接观测,一定程度上增加了操作困难。
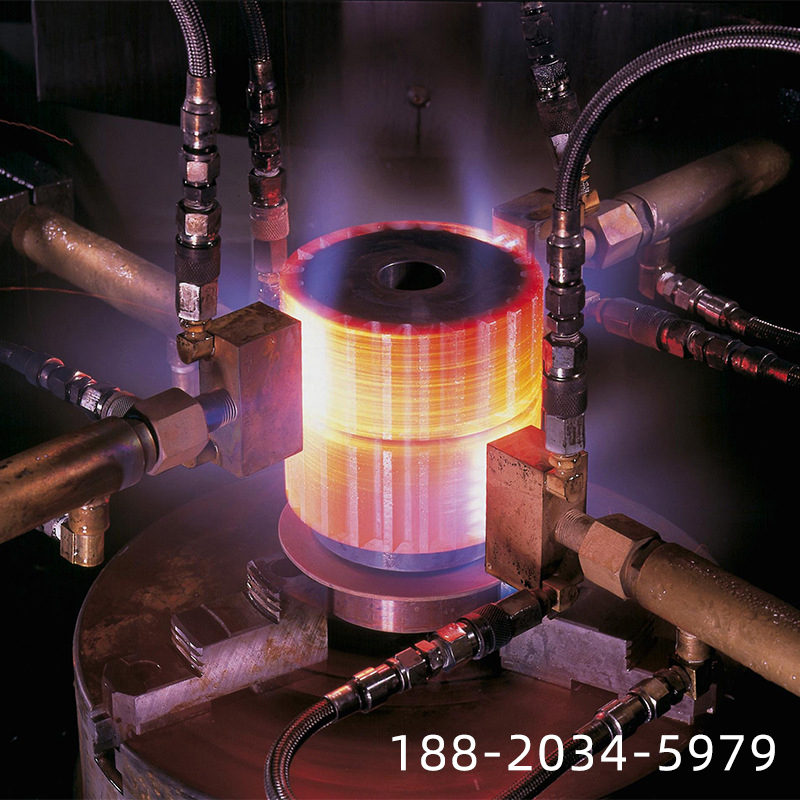
某产品球面轴承(见图1)要求sf28mm球面淬火,材料为马氏体不锈钢20Cr13,淬火硬度要求35~45HRC。该工件除上述加热难点外,其加热面为球面,而不是直通内孔,必然造成感应器与工件加热面的间隙增大,进一步降低了电效率。通常进行内孔高频淬火,为克服环状效应对工件加热的不利影响,采用在感应器上设置导磁体,以改变磁场的分布,迫使电流向接近于工件所需加热的表面分布,从而改善加热效果。但该工件内孔较小,去掉感应器与工件之间的间隙距离以及感应器自身尺寸,感应器内径在13mm以下,无法加装导磁体。对该工件的感应淬火只能通过优化工艺参数、改进加热过程以最大限度发挥设备能力的方法。
(2)淬火工艺方案
淬火工艺方案包括加热时间、淬火温度、淬火介质。
许多人认为,高频感应淬火都属于瞬时加热,可以在短短几秒内达到淬火温度,这种认识反映的是普遍情况,却是不全面的。有些情况下,加热速度会慢一些,而在一些特殊情况下,通过降低电压输出等手段,减慢零件的加热速度,可以满足一些特殊工件或特殊技术要求的需要。对于该工件来说,由于诸多不利因素的存在,快速加热是不现实的,考虑目测温度变化的需要和防止过热甚至表面熔融现象的发生,以保证淬火质量,必须立足于较慢的加热速度。加热速度过慢则将失去表面淬火的优势,还会因热传导使淬硬层过大。实践证明,将该工件的加热时间控制在2.5~3min之间较为适宜。
工件的淬火温度应根据钢种、原始组织及在相变区的加热速度来确定,钢种和原始组织一定的条件下,淬火温度主要由加热速度决定。加热速度越快,所需的淬火温度越高,高频淬火加热速度远高于常规热处理,因此,高频淬火温度普遍高于常规热处理淬火温度。球面轴承由于各种原因,加热存在诸多困难,淬火温度不宜过高,淬火温度越高,实现难度越大,这也是选择较慢加热速度的原因之一。虽然选择了较慢的加热速度,但仍属快速加热,再考虑较慢的加热速度意味着奥氏体化时间较快速加热长。经过对多种因素的综合分析,淬火温度应与常规热处理相当或略高。
马氏体不锈钢淬透性好,工件尺寸不是很大时,空冷即可完全淬透。球面轴承有效厚度不足10mm,且又是表面淬火,理论上应选择空冷淬火。同时,考虑到淬火温度选择较低的特殊情况,为保证工件淬火效果,满足硬度要求,空冷淬火不可避免地存在一定不确定因素,选择冷却速度较快的淬火介质、弥补淬火温度较低的可能缺陷就成为必然选择。油冷却速度明显好于空冷,在各类淬火介质中属于较慢的一种,工件加热到淬火温度后立即浸油淬火即可达到淬火效果。较慢的冷却速度又不致产生裂纹等缺陷,稳定而有效地满足技术要求。

(3)实际效果
按上述方案对球面轴承进行淬火后,球面硬度在45HRC以上,经过480℃回火,硬度仍稳定在40HRC以上,且每一工件及工件各部位硬度分布均匀稳定,说明工件充分达到了淬火要求。该工件的淬火成功,为加热难度较大的不锈钢工件及内孔的表面淬火提供了有益的参考。




Copyright © 2023 广东海拓智能科技有限公司 版权所有 粤ICP备14033160号  粤公网安备 44190002003728号
粤公网安备 44190002003728号
地址: 广东省东莞市大岭山镇莞长路大岭山段688号

