发布时间:2019-08-30 已经有1人查过此文章 返回行业新闻列表
图2 凸缘感应器示意
1. 感应器基体2. 有效圈3. 喷水圈
感应器基体组件如图3所示,包括接触板1、导电板2、冷却水管接头3、冷却水盒4、喷水圈安装耳板5。接触板和导电板相互垂直布置焊接连接,水盒焊接在导电板上,水盒上开孔后焊接管接头,喷水圈安装耳板垂直焊接在导电板上。基体组件为左右对称结构,两导电板中间布置绝缘垫板后通过螺栓联接固定。感应圈组件为分段式结构(见图3),包括上感应圈6、过渡管7、下感应圈8。感应圈组件由方管制成,上下感应圈均为一端圆弧,过渡管为一段螺旋上升的方管,两端设置有接口,将上下感应圈连接焊接后制成。 喷水圈组件(见图3)包括固定板9、螺柱10、喷水圈11,固定板通过螺栓联接安装在感应器基体上,再通过螺柱将喷水圈安装在固定板上。
图3 感应器结构
1. 接触板 2. 导电板 3. 冷却水管接头 4. 冷却水盒 5. 喷水圈安装耳板 6. 上感应圈
7.过渡管 8. 下感应圈 9. 固定板 10. 螺柱 11. 喷水圈
2. 配用尺寸确定方法 专用淬火感应器的配用尺寸包括下感应圈内径φ1'、上感应圈内径φ2'和感应圈高度H'的尺寸,如图4所示,其配用尺寸确定的具体方法如下。
图4 配用尺寸
(1)下感应圈内径φ1'配用 尺寸确定 该尺寸依据需要实施感应淬火的凸缘外圆直径φD和按照感应淬火工艺要求的外圆感应间距λ1尺寸予以确定,即下感应圈内径φ1'配用尺寸,应按照以下公式予以确定
φ1'=φD+2λ1
(2)上感应圈内径φ2'配用尺寸确定 该尺寸依据需要实施的感应淬火的凸缘零件端面上内孔直径φd的尺寸和按照感应淬火工艺要求的内径感应间距λ2尺寸予以确定,即上感应圈内径φ2'配用尺寸,应按照以下公式予以确定φ2'=φd-2λ2
(3)感应圈高度H'配用尺 寸确定 该尺寸依据需要实施感应淬火的凸缘外圆高度H的尺寸,以及采用的感应圈方管高度a、按照感应淬火工艺要求的凸缘端面距感应圈的间距λ3和凸缘外圆底部距感应圈竖直间距λ4予以确定,即感应圈高度H'配用尺寸,应按照以下公式予以确定H'=H +a +λ3+λ4
本文所述的凸缘零件的外圆直径φD为62mm,内孔直径φd为44mm,凸缘外圆高度H为24mm。 依据感应淬火工艺要求,凸缘外圆到下感应圈之间间距λ1为3mm,凸缘端面上的内孔直径距上感应圈内径间距λ2为1mm,需感应淬火凸缘端面距感应圈间距λ3为3mm,凸缘外圆底部距感应圈竖直间距λ4为2mm,感应圈方管高度a为12mm。 依据上述情况,确定所使用淬火感应器的配用尺寸如下:
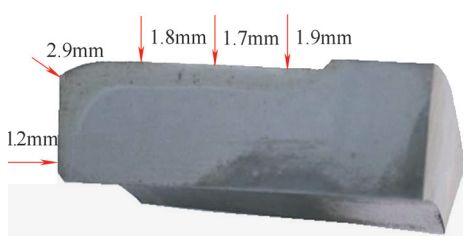
图5 淬火区硬化深度检验结果
上述结果表明,本文所述的“凸缘类零件专用淬火感应器及配用尺寸确定方法”,可以满足其对淬火工艺的要求,且收到了良好的效果。 试验结果分析 (1)淬火生产效率提升 该淬火感应器通过采用分段式的感应圈设计,可同时加热凸缘零件端面、外圆面,使得凸缘可以一次完成淬火工作,提升了感应加热效率。 (2)淬硬层连续 该感应器通过采用配用尺寸确定方法,解决了淬火感应器与零件配用尺寸的问题,保证了零件各个要求淬火位置加热均匀,使淬硬层均匀连续。 结语 凸缘零件端面与外圆面之间存在倒角、棱边,是该感应器的设计难点,为实现其淬火要求,淬火感应器的设计及配用尺寸的确定采用以下措施: (1)在有效圈的设计方面,采用矩形管制作感应器有效圈,设计为分段式结构,实现同时加热外圆面和端面。 (2)通过配用尺寸确定的方法,确定有效圈各尺寸,有效地保证了零件的淬火质量,收到了良好的淬火效果。 (3)该淬火感应器,构思新颖,结构合理,应用可靠,且配用方法简单可行,易于实施,具有很好的实用价值。



Copyright © 2024 广东海拓智能科技有限公司 版权所有 粤ICP备14033160号  粤公网安备 44190002003728号
粤公网安备 44190002003728号
地址: 中国广东省东莞大岭山镇大畔田路102号301室